
With over 60 million operating hours and a 99% operational reliability rate, the GE LM6000 fleet represents the pinnacle of aeroderivative engineering. Yet, the same 50 MW per minute ramp rate that provides such efficiency also demands absolute fluid purity. Understanding why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems is the difference between a successful commissioning and a catastrophic bearing failure. Even microscopic contaminants can compromise the tight tolerances of these high-speed assets.
You understand that meeting strict OEM compliance requirements is a non-negotiable part of maintaining these complex systems. By following this specialized protocol, you can achieve the zero particulate-related failure rate required for long-term asset health. Discover why adhering to Technical Procedure TP7701 is the only way to ensure the reliability and longevity of your GE LM6000 Turbine Lube Oil systems. We’ll examine the technical requirements for high-velocity hot oil flushing, the impact of ISO 4406:2021 standards, and the proactive measures defined in ASTM D4378-24 that help maintain 98% availability for your turbine.
Key Takeaways
- Learn why achieving high Reynolds numbers is the only way to dislodge debris from dead-legs and elbows within the turbine’s complex piping.
- Discover why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems to ensure your maintenance aligns with strict OEM compliance.
- Identify the critical differences between generic hot oil flushing and the high-velocity turbulent flow required for aeroderivative technology.
- Gain a practical framework for executing a flush, including pre-flush inspections and maintaining oil temperatures between 60°C and 70°C.
- Understand how specialized filtration and flushing protect critical bearings from catastrophic failure during the commissioning phase.
Understanding the GE LM6000 TLO System and Technical Procedure TP7701
The GE LM6000 aeroderivative gas turbine is a precision instrument that operates under extreme thermal and mechanical stress. Unlike heavy industrial frame turbines, aeroderivative units like the LM6000 use lighter components and tighter clearances to achieve their signature 50 MW per minute ramp rate. This high performance capability is exactly why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems. Without this specific protocol, you risk leaving residual particulates that can destroy a bearing in seconds during high speed operation.
To better understand the complexity of these systems, watch this helpful introduction to the LM6000 platform:
TP7701 serves as the definitive engineering standard for the Turbine Lube Oil (TLO) system. While standard Mineral Lube Oil (MLO) flushing might suffice for simpler equipment, the TLO system in an LM6000 requires a higher level of procedural discipline. The procedure isn’t just a list of steps; it’s a calculated methodology to ensure the entire internal surface area of the lube oil circuit is free of manufacturing debris, rust, or varnish. It bridges the gap between a “clean” appearance and the microscopic purity required for aeroderivative longevity.
The Critical Role of Lube Oil in Aeroderivative Turbines
In an LM6000, lube oil does more than reduce friction. It acts as a primary cooling medium for high speed bearings that rotate at thousands of revolutions per minute. Because these turbines are derived from aircraft engines, they lack the massive oil reservoirs found in frame turbines, making them far more sensitive to particulate contamination. The LM6000 relies on achieving ISO 4406:2021 cleanliness levels to prevent catastrophic bearing failure during its 50 MW per minute ramp up.
What TP7701 Specifically Mandates
The TP7701 procedure mandates high velocity hot oil flushing to reach turbulent flow across all piping sections. To achieve this, the oil must be heated to a specific range, typically between 60°C and 70°C. This temperature reduces the oil’s viscosity, allowing it to move fast enough to create the Reynolds scale turbulence necessary to scrub internal pipe walls. Adhering to this procedure also involves:
- Calculating specific Reynolds numbers for every pipe diameter in the system.
- Installing temporary bypasses to protect sensitive components like the gearbox.
- Using paddle flushing screens to physically verify the removal of debris.
- Documenting the transition from “dirty” to “clean” states to satisfy OEM warranty requirements.
By following these mandates, operators ensure that the 60 million operating hours of fleet experience translate into reliability for their specific asset. Following TP7701 isn’t an optional maintenance choice; it’s a technical requirement for any site targeting 98% availability.
The Engineering Logic Behind TP7701: Protecting Critical Assets
Engineering logic dictates that a system is only as reliable as its cleanest component. During construction or major overhauls, built-in debris such as welding slag, metal shavings, and silica can accumulate in the intricate labyrinths of the lube oil circuit. This is precisely why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems. Standard circulation simply won’t suffice. You need Reynolds-scale turbulence to lift and carry these heavy particulates to the filters before they reach the turbine bearings.
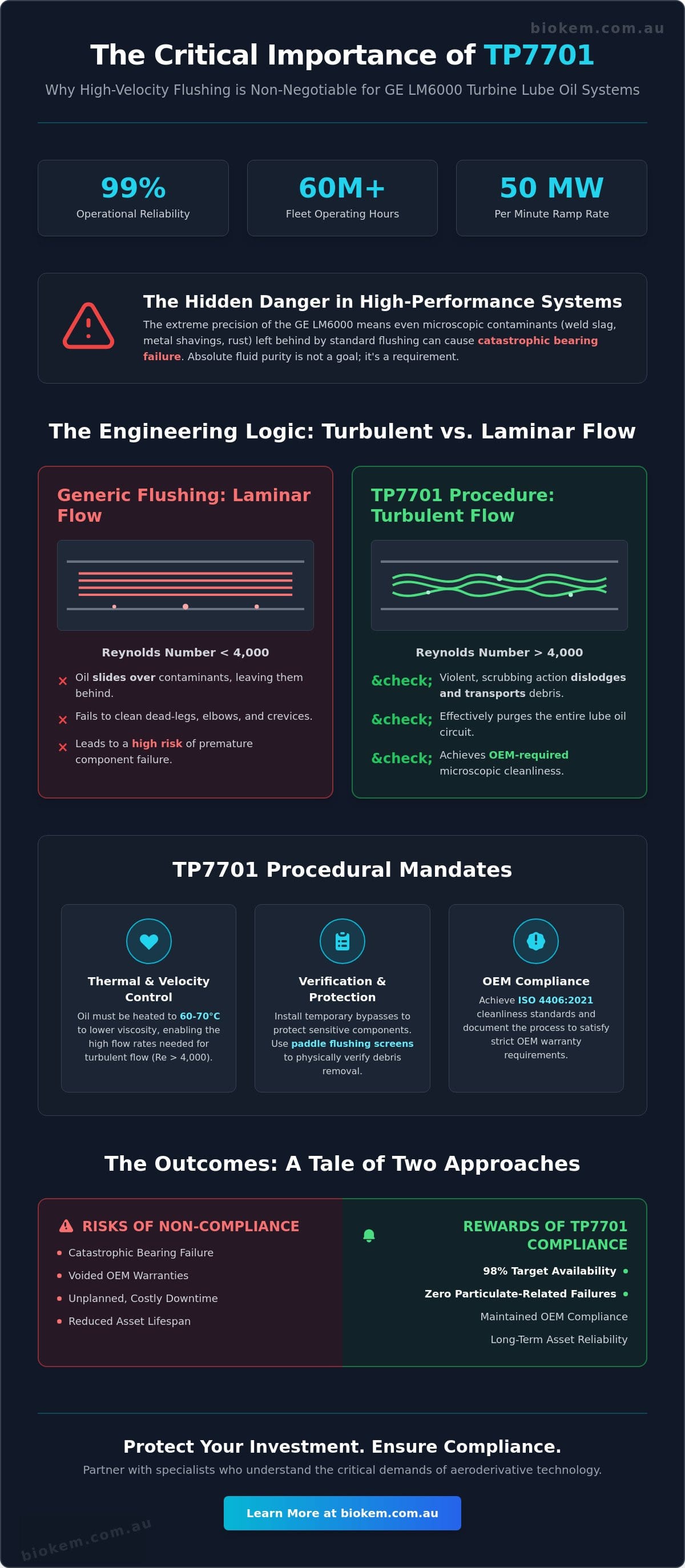
The procedure relies on the ASTM D6439 standard guide for cleaning and flushing of turbine lubrication systems. By achieving a Reynolds number greater than 4,000, the oil flow transitions from a smooth, laminar state to a violent, turbulent state. In a laminar state, oil effectively slides over contaminants. In a turbulent state, the oil acts like a physical scrubber. This prevents the sandblasting effect where small particles erode the white metal of high-capital-value bearings, leading to premature wear or catastrophic failure during the initial 5 minutes of a fast-start ramp.
Thermal shock plays an equally critical role in the logic of TP7701. The procedure mandates temperature cycling, typically between 60°C and 70°C. This rapid expansion and contraction of the piping dislodges sub-micron particles that are otherwise bonded to the metal surfaces. It’s a rigorous process designed to protect the 1,200 units currently in global operation. Without this thermal agitation, contaminants remain dormant until the turbine reaches full operating temperature, at which point they release into the bearing stream.
Varnish and Particulate: The Dual Threats
While hard particulates cause immediate mechanical damage, varnish is a silent killer that leads to valve sticking. TP7701 facilitates effective varnish mitigation by ensuring the oil is hot enough to keep soft contaminants in suspension until they can be captured. High-velocity flushing removes the hard particulates that often bypass standard 10-micron filters during normal operation. These contaminants are the primary cause of erratic turbine behavior and unplanned downtime.
Maintaining Oil Chemical Integrity
The flushing process also serves as a baseline for advanced fluid management. By removing moisture and ensuring thermal stability during the initial flush, you protect the oxidative stability of the oil. This prevents the premature degradation of the fluid, ensuring the initial oil charge meets the turbine’s strict requirements for its expected service life. If you require technical support for these standards, utilizing specialized hot oil flushing services can provide the necessary compliance and peace of mind for your project.
TP7701 vs. Generic Flushing: Avoiding the Risks of Non-Compliance
Generic hot oil flushing is often mistaken for a comprehensive cleaning solution. In many cases, standard contractors simply circulate oil through a 10-micron filter and call the system clean once the fluid looks clear. This approach fails to address the underlying physics of aeroderivative turbine maintenance. It doesn’t generate the mechanical energy required to dislodge heavy particulates trapped in the system’s intricate architecture. This lack of rigor is exactly why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems. Generic methods typically result in laminar flow, which allows oil to glide over contaminants in dead-legs and elbows rather than scrubbing them away.
The danger of non-compliance extends beyond immediate mechanical issues. GE’s performance guarantees, including the fleet’s target 98% availability, are predicated on strict adherence to OEM maintenance protocols. If a bearing fails and the maintenance logs show a generic flush instead of a TP7701 compliant procedure, warranty claims are frequently denied. Standard industrial filters aren’t designed for the unique commissioning needs of an LM6000. They lack the capacity to handle the high particulate load often found in newly installed or recently overhauled piping without bypassing or clogging prematurely.
Common Failures in Non-Compliant Flushing
Inadequate heating capacity is the most frequent failure point in generic flushing operations. If the flushing rig cannot maintain the oil between 60°C and 70°C, the fluid’s viscosity remains too high to achieve turbulent flow. Furthermore, many generic services skip the use of specialized paddle flushing screens. These screens are essential for the physical verification of debris removal. Without them, there is no verifiable proof that the “built-in” contaminants have actually left the system. Underestimating the total oil volume required for a high-velocity flush is another common error that prevents the system from reaching the necessary Reynolds numbers across all piping diameters.
The Real Cost of Saving Money on Flushing
Cutting corners on flushing costs is a high-stakes gamble with multi-million dollar assets. While a compliant TP7701 flush requires a greater initial investment in equipment and time, the cost of a single day of unscheduled downtime for an LM6000 can exceed the entire flushing budget. Bearing damage from particulate “sandblasting” doesn’t always cause immediate failure; it often manifests as increased vibration and reduced efficiency over several months. Effective oil contamination control must begin with the very first flush to prevent these long-term reliability issues. Choosing a technical procedure over a generic service ensures that your turbine starts its lifecycle with the highest possible level of fluid purity.
Executing a Compliant Field Flush: A Practical Framework
Execution of a TP7701 compliant flush in a field environment requires a level of planning that exceeds standard maintenance routines. The process begins with a rigorous pre-flush inspection to verify system integrity. Technicians must install temporary bypasses around sensitive components like the main turbine bearings and the gearbox to prevent dirty oil from entering these areas. This phase is critical because why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems is rooted in the protection of these high-value components. Once the bypasses are secure, the system is filled with the flushing fluid, and the heating phase commences.
Reaching the target temperature range of 60°C to 70°C is non-negotiable. This heat reduces oil viscosity, which is the primary lever for achieving high-velocity circulation. Monitoring flow rates across every circuit ensures that every pipe diameter experiences Reynolds-scale turbulence. If the flow rate drops in a single branch, contaminants will remain settled. After the system reaches thermal stability and turbulent flow is maintained, the verification phase begins using 100-mesh screens and real-time particle counting. The final transition involves restoring the system and installing specialist oil filters to maintain the newly achieved cleanliness levels.
Verification and Cleanliness Standards
Cleanliness is measured against objective data rather than visual inspection. Technicians utilize ISO 4406 codes to quantify the particulate count at 4, 6, and 14-micron levels. Onsite analysis provides immediate feedback, allowing the team to decide when the flush is complete without waiting for off-site laboratory results. The final verification requires a “no-visible-debris” requirement on the final screen pull after a sustained high-velocity run. If you need assistance with onsite cleanliness verification, you can contact BioKem for technical guidance on meeting these stringent OEM standards.
Essential Equipment for TP7701 Compliance
Standard rig pumps often fall short of the flow rates required for large-diameter piping in an LM6000 TLO system. Compliance requires high-flow pump units and high-capacity heaters that can maintain 70°C even in cold Australian winter conditions. Utilizing industrial oil filtration equipment hire allows operators to access specialized filtration skids designed for these specific flow requirements without capital expenditure. These skids must include multi-stage filtration to handle the initial heavy particulate load before moving to final polishing stages.
BioKem’s Technical Strategy for LM6000 Lube Oil Reliability
BioKem provides a specialized framework for operators of high-stakes power generation assets across Australia. We understand that the GE LM6000 is a high-performance machine requiring surgical precision in its maintenance. This technical depth explains why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems under our supervision. Our strategy combines high-velocity hot oil flushing with real-time digital monitoring to ensure every particulate is accounted for before the turbine ever fires. We bridge the gap between theoretical OEM requirements and practical field execution in remote or challenging industrial environments.
Our integrated solutions cover the entire lifecycle of the flushing process. This includes everything from the initial fluid analysis to the provision of specialized equipment and the final technical execution. By centralizing these services, we eliminate the communication gaps that often lead to non-compliance. Our team ensures that every flush adheres to the GE TP7701 standard, protecting the 60 million operating hours of fleet experience that back these assets. We focus on achieving the 98% availability target that defines successful LM6000 operations.
Onsite Technical Expertise
The value of our service lies in deploying technicians who understand the specific sensitivities of aeroderivative technology. They don’t just operate the pumps; they actively monitor the Reynolds numbers and temperature gradients required by the OEM. This level of detail ensures your documentation meets the highest proactive maintenance strategy standards. We utilize customized flushing rigs designed specifically for high-velocity TLO applications. These rigs are capable of maintaining the 60°C to 70°C temperatures necessary to mobilize contaminants in large-scale piping circuits, even in extreme Australian weather conditions.
Comprehensive Oil Health Management
Reliability doesn’t end once the flushing screens come back clean. We view the initial flush as the foundation of a long-term fluid health program. This includes ongoing oil analysis services and ferrogram reports to detect early signs of component wear. As the Australian distributor for Filters S.p.A., we provide direct access to world-class hardware that maintains system integrity throughout the turbine’s design life. Our goal is to ensure your LM6000 fleet remains operational and efficient, minimizing the risk of the multi-million dollar repair costs associated with bearing failure. We provide the technical confidence needed to manage complex lubrication systems with zero particulate-related failures after commissioning.
Securing Your Turbine’s Operational Future
Maintaining the 99% operational reliability of a GE LM6000 requires more than standard maintenance; it demands technical discipline. We’ve explored how Reynolds-scale turbulence and thermal shock are the only effective methods for removing the built-in debris that threatens high-speed bearings. Adhering to these OEM standards protects your multi-million dollar investment from the sandblasting effect of microscopic particulates. This technical rigor is exactly why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems to ensure your asset meets its 98% availability target.
BioKem provides the specialized infrastructure needed to execute these complex procedures across Australia. Our fleet of specialised high-velocity flushing rigs and our experienced technical team understand the unique sensitivities of aeroderivative systems. As the Australian distributor for Filters S.p.A., we deliver the hardware and expertise required for zero particulate-related failures after commissioning. Ensure your LM6000 compliance with BioKem’s technical flushing services and build a foundation for long-term asset health. Your transition to a proactive maintenance strategy starts with a compliant flush today.
Frequently Asked Questions
What is the difference between TP7701 and TP7702?
TP7701 is the specific procedure for flushing the Turbine Lube Oil (TLO) system, while TP7702 typically governs the Mineral Lube Oil (MLO) or hydraulic systems. The TLO system requires higher purity levels because it directly lubricates the high-speed bearings in the aeroderivative core. These bearings operate under tighter clearances and higher thermal stress than the external gearbox or auxiliary systems covered by other procedures.
How long does a typical TP7701 compliant flush take?
A compliant flush usually requires 48 to 72 hours of active high-velocity circulation once the oil reaches the 60°C target temperature. Total project duration often spans 5 to 7 days when including the time for bypass installation, system heating, and final restoration. The timeline depends heavily on the initial cleanliness of the piping and how quickly the system achieves a stable ISO 4406:2021 particulate count.
Can I use standard hydraulic oil filters for an LM6000 TLO flush?
No, standard hydraulic filters are insufficient for the high-velocity requirements and heavy particulate loads encountered during an LM6000 commissioning flush. TP7701 requires specialized multi-stage filtration capable of maintaining high flow rates without bypassing. Using the wrong hardware is a primary reason why you should adopt Technical Procedure TP7701 when field flushing GE LM6000 TLO systems; it ensures you use filtration skids designed for aeroderivative sensitivities.
What Reynolds number is required for TP7701 compliance?
TP7701 requires a minimum Reynolds number of 4,000 to ensure the flow transitions from laminar to fully turbulent. BioKem technicians typically target a Reynolds number of 6,000 or higher to provide a safety margin in larger diameter piping sections. This level of turbulence provides the mechanical energy necessary to lift welding slag and silica from the pipe walls and carry them to the filtration unit.
Is onsite oil analysis sufficient for verifying TP7701 completion?
Onsite analysis using laser particle counters and 100-mesh screens is the standard for verifying the completion of the flushing phase. While real-time ISO 4406 tracking provides the data, the final sign-off requires a “no-visible-debris” result on a physical screen pull after a 2-hour high-velocity run. We often follow this with laboratory ferrogram analysis to establish a definitive baseline for the oil’s oxidative stability and service life.
Why is turbulent flow so critical in turbine oil flushing?
Turbulent flow is critical because it creates high-energy eddies that scrub the internal surfaces of the piping. In a laminar flow state, the oil moves in smooth, parallel layers that can actually slide over heavy contaminants without moving them. Turbulence ensures that particulates trapped in dead-legs and elbows are agitated and suspended in the fluid stream, allowing them to be captured by the external filtration skid.
Does BioKem provide the equipment for TP7701 flushing in Australia?
Yes, BioKem maintains a dedicated fleet of high-velocity flushing rigs and high-capacity heaters for LM6000 projects across Australia. We provide the pumps, filtration skids, and technical personnel required to meet GE’s stringent standards. Our position as the Australian distributor for Filters S.p.A. ensures that all hardware used during the flush meets or exceeds the technical specifications required for 98% turbine availability.
What happens if I don’t follow the GE TP7701 procedure?
Failing to follow TP7701 risks catastrophic bearing failure and the immediate voiding of OEM warranties. The LM6000 fleet’s 99% reliability record depends on the elimination of “built-in” debris before the first start. Non-compliant flushing often leaves sub-micron particulates that cause “sandblasting” wear on white metal bearings. This leads to increased vibration, unplanned downtime, and repair costs that can easily reach multi-million dollar figures.