Simply draining and refilling your turbine oil is a gamble that often results in catastrophic bearing failure; it’s a risk that modern power plant operators can’t afford. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service is the only definitive method to ensure internal galleries are free from the varnish that causes critical valve sticking. Because varnish solvency only occurs once temperatures exceed 130 degrees F, standard oil changes performed at ambient temperatures leave behind the very contaminants that compromise high-speed aeroderivative turbines.
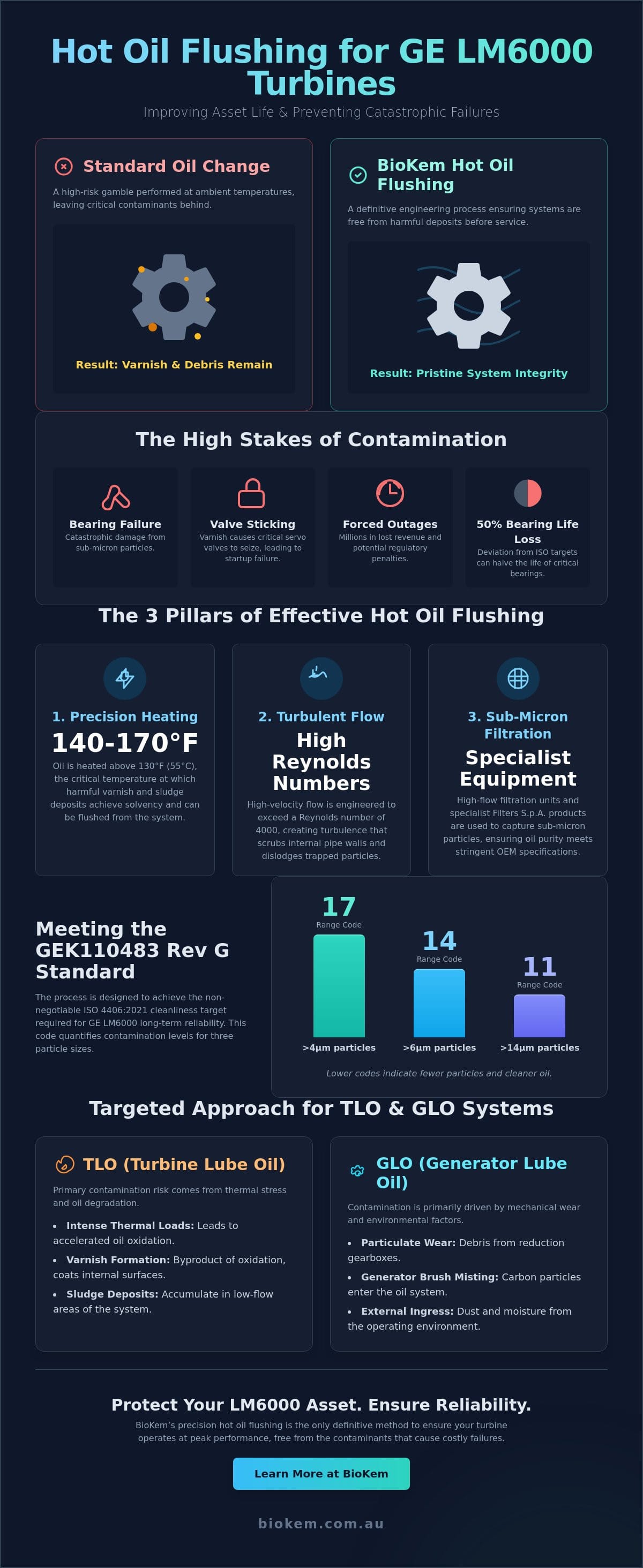
You likely recognize that meeting the stringent cleanliness requirements in GEK110483 Rev G, updated October 13, 2022, is essential for long-term reliability. This article demonstrates how specialized hot oil flushing at 140°F to 170°F achieves the turbulent flow needed to reach ISO 4406:2021 targets like 17/14/11. You’ll discover how Biokem’s precision engineering removes sub-micron particles and provides documented integrity before your next commissioning cycle. We’ll break down the technical protocols that protect your bearings and align your maintenance strategy with global environmental standards.
Key Takeaways
- Understand why the high-speed LM6000 aeroderivative design necessitates more stringent ISO cleanliness standards than traditional heavy-frame turbines.
- Learn the technical requirements for achieving high Reynolds numbers to ensure turbulent flow effectively dislodges contaminants from internal pipe walls.
- Discover how targeted varnish mitigation prevents thermal degradation from seizing critical servo valves and causing expensive startup failures.
- See how improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service delivers measurable ROI by preventing the high costs associated with forced outages.
- Identify how deploying high-flow, heated filtration units and specialist Filters S.p.A. products maintains documented system integrity throughout the turbine’s lifecycle.
The Critical Necessity of Cleanliness for GE LM6000 TLO & GLO Systems
The GE LM6000 aeroderivative turbine operates under extreme thermal and mechanical stress, requiring a level of fluid purity that far exceeds standard heavy-frame turbines. While industrial machines often tolerate minor particulate, the high-speed bearings in an LM6000 are susceptible to damage from sub-micron contaminants that bypass standard filtration. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service ensures that these sensitive components remain protected from the moment of ignition. This proactive approach addresses the reality that standard oil changes don’t remove the microscopic debris lodged in internal galleries.
Maintaining these systems requires a deep understanding of The Critical Necessity of Cleanliness for GE LM6000 TLO & GLO Systems and the underlying physics of fluid transport. According to the GE document GEK110483 Rev G, released on October 13, 2022, strict adherence to cleanliness protocols is non-negotiable for system integrity. Without a thorough flush, new oil simply acts as a carrier for existing contaminants, transporting them directly into the turbine’s most vulnerable moving parts.
To better understand the risks associated with improper fluid management, watch this helpful video:
TLO vs. GLO: Different Systems, Unique Contamination Risks
Turbine Lube Oil (TLO) systems face intense thermal loads, which accelerate the oxidation process and lead to varnish formation within turbine-end bearings. Generator Lube Oil (GLO) systems primarily deal with particulate wear from reduction gearboxes and generator brush misting. A “one size fits all” approach to flushing often fails because it doesn’t account for these distinct chemical and physical profiles. Biokem utilizes specialized hot oil flushing and filtering techniques to address the specific needs of each circuit, ensuring that neither thermal degradation nor mechanical debris compromises the asset.
The Consequences of Post-Service Contamination Carryover
Residual debris left behind after a standard oil change or major overhaul is a leading cause of catastrophic startup failures. In the Australian energy market, where grid stability is paramount, a single unscheduled outage can result in millions of dollars in lost revenue and potential regulatory penalties. Small particles, often invisible to the naked eye, can lodge in tight-tolerance servo valves, leading to “stiction” or total failure. It’s a technical reality that the LM6000’s high-speed bearings require oil that meets the ISO 4406:2021 standard of 17/14/11 to prevent premature wear and ensure operational reliability. Utilizing high-quality Filters S.p.A. products during the flushing process provides the necessary barrier against these microscopic threats.
- Unfiltered new oil can carry up to 30 times more particulate than what is required for safe turbine operation.
- Varnish deposits typically begin to precipitate as temperatures drop below 130 degrees F during shutdown cycles.
- Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service removes the contamination that standard filters miss during initial startup.
The LM6000 is so sensitive to particulate matter that any deviation from the ISO 4406:2021 cleanliness targets during commissioning can reduce bearing life by as much as 50 percent. This makes the initial cleaning phase the most critical window for long-term asset protection.
The Hot Oil Flushing Process: Engineering High Reynolds Numbers
Engineering a successful flush requires more than just high-volume pumps; it demands the creation of turbulent flow. In many standard maintenance routines, oil moves in a laminar fashion, where the fluid travels in smooth, parallel layers. This doesn’t clean the pipe walls. To strip away contaminants, the Reynolds number must exceed 4000. This mathematical threshold represents the transition from laminar to turbulent flow, creating the mechanical energy needed to dislodge stubborn particulate. Adhering to the ASTM D6439 standard ensures these engineering principles are applied correctly to achieve a truly clean system.
Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service relies heavily on the relationship between temperature and viscosity. As oil temperature increases, its resistance to flow decreases. By heating the fluid to a specific range of 60°C to 70°C, we drastically reduce viscosity. This allows for higher velocities and more aggressive scrubbing of the internal pipework without exceeding the pressure ratings of the system. This thermal energy also helps dissolve varnish precursors back into the oil, where they can be captured by high-efficiency filters.
During the process, we utilize paddle flushing screens as a primary diagnostic tool. These screens allow technicians to monitor particulate liberation in real-time, providing immediate visual feedback on the flush’s progress. To protect the most sensitive components of the LM6000, such as the high-speed bearings and servo valves, we implement a systematic bypass strategy. This ensures that the debris dislodged from the piping doesn’t enter the turbine’s critical internal galleries, preventing cross-contamination during the cleaning cycle.
Step-by-Step Execution for LM6000 Systems
The execution begins with a comprehensive site inspection and the connection of a specialized external filtration unit. We then initiate the heating phase, raising the oil to the 60-70°C “sweet spot” for optimal cleaning. Our technicians perform high-velocity cycling, frequently changing the direction of the flow and using pneumatic vibrators on the piping to ensure no debris remains trapped in “dead legs” or low-flow areas. Biokem’s approach ensures your turbine starts with a clean slate; you can explore our range of high-flow filtration equipment to see the technology we bring to your site.
Monitoring and Verification Standards
Verification is a data-driven process. We use onsite particle counting to track the transition from “dirty” oil to the target ISO 4406:2021 codes. Once the particle counts stabilize within the required limits, a final verification is performed using 100-mesh screens. The flush is only considered complete when these screens show zero visible particulate after a sustained period of high-velocity flow. This rigorous documentation is essential for maintaining OEM warranty compliance and satisfies the stringent requirements of industrial insurance providers.
Varnish Mitigation: Protecting the LM6000 from Thermal Degradation
The GE LM6000’s compact aeroderivative design generates immense heat, creating a high-stress environment for lubrication fluids. These elevated operating temperatures accelerate the oxidation of base oils, leading to the formation of polar degradation products. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service is critical because it addresses the chemical instability of the oil before it manifests as physical deposits. When oil reaches its saturation point, these degradation products transition from a soluble state to insoluble varnish, coating internal surfaces with a sticky, resinous film. This transition typically occurs as temperatures drop below the 130 to 135 degrees F range, making the cooling period after a shutdown the most dangerous time for deposit formation.
This film is particularly dangerous for tight-tolerance components like servo valves and actuators. Even a layer as thin as 5 microns can cause “stiction,” leading to erratic control and potential unit trips. By utilizing varnish removal systems during the maintenance window, operators can strip these deposits from the metal surfaces and permanently remove them from the fluid. Integrating this chemical cleanup with a physical flush ensures that the system isn’t just clean of particulate, but chemically reset for the next operational cycle. It’s a comprehensive strategy that prevents the carryover of oxidized oil into the fresh charge.
Identifying Varnish Before it Causes Failure
Relying on standard particle counts isn’t enough to detect varnish; you need Membrane Patch Colorimetry (MPC). This test, governed by ASTM D7843, quantifies the varnish potential of the oil by measuring the color of a patch after filtration. High MPC values often correlate with visible symptoms in the LM6000, such as sticking Inlet Guide Vane (IGV) actuators or erratic fluctuations in bearing temperatures. Misting issues in Generator Lube Oil (GLO) systems are also frequently linked to the presence of sub-micron degradation products that alter the oil’s surface tension. Identifying these markers early prevents the “soft” failures that lead to unscheduled downtime.
Combining Hot Oil Flushing with Advanced Purification
A standard flush might move particulate, but it won’t necessarily remove the molecular precursors of varnish. The process of hot oil flushing and filtering uses the oil’s own solubility to “scrub” the internal galleries. By maintaining the oil at temperatures where varnish remains soluble, we ensure the deposits are suspended in the fluid and then captured by specialized ion-exchange or depth filtration media. This dual-action approach restores the oil’s chemistry and protects the turbine’s long-term reliability. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service provides a level of protection that simple oil replacement can’t match, ensuring that the critical bearings remain free from the abrasive effects of baked-on carbon and resin.
Maximising ROI: Improving Asset Life Through Proactive Maintenance
The investment in a 48-hour high-velocity flush is negligible when compared to the catastrophic financial impact of a forced outage. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service isn’t just a maintenance task; it’s a financial safeguard. In the Australian energy sector, where grid stability is critical, the cost of a single day of unscheduled downtime for an LM6000 can exceed hundreds of thousands of dollars in lost revenue and penalties. By removing the varnish and particulate that lead to startup failures, operators ensure their assets are ready to capture peak market pricing without the risk of a trip.
Starting with a chemically and physically clean system also protects your downstream investment in consumables. By eliminating sub-micron particulate and varnish precursors during the flushing phase, you significantly extend the service life of high-performance Filters S.p.A. elements. Instead of these expensive components becoming prematurely blinded by legacy contaminants during the first few hours of operation, they can perform their intended role of maintaining fluid purity over the full service interval. BioKem’s national service model provides a distinct advantage here. Our ability to deploy specialized equipment across Australia reduces mobilization costs and ensures that regional power stations receive the same precision engineering as metropolitan facilities.
The Economic Case for Pre-Service Flushing
Quantifying the benefits of a flush reveals a clear reduction in bearing wear and a corresponding decrease in long-term overhaul costs. Cleaner lubrication systems also improve the turbine’s heat rate and overall efficiency by reducing frictional losses and optimizing heat transfer within the bearings. The return on investment for proactive flushing is realized through the total avoidance of emergency repair costs and the preservation of capital-intensive turbine components. It’s a strategy that turns a necessary service window into a long-term value driver for the plant.
Strategic Asset Management in 2026
As we move through 2026, industry leaders are increasingly aligning their maintenance schedules with proactive maintenance strategies that prioritize system health over simple reactive fixes. Data gathered during the flush, such as particle liberation rates and final ISO codes, provides a baseline that informs future maintenance intervals and oil analysis triggers. This data-driven approach ensures environmental compliance by maximizing the life of the oil and reducing the volume of waste generated through frequent, unnecessary oil changes. If you’re looking to optimize your maintenance budget, you should explore our technical flushing protocols to see how we deliver documented system integrity.
BioKem’s Technical Excellence in LM6000 Lube Services
BioKem stands as Australia’s premier specialist for onsite turbine oil interventions. We bring precision engineering to the most demanding power generation environments where technical failure isn’t an option. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service requires more than just high-volume pumps; it necessitates a deep understanding of aeroderivative tolerances. We deploy high-flow, heated filtration units specifically engineered to handle the unique viscosity and temperature requirements of synthetic turbine oils. Our expertise in heat transfer systems allows us to manage complex fluid dynamics with a level of control that generic service providers cannot match.
Our commitment to sustainability drives us to find “green” solutions that minimize chemical waste while maximizing asset longevity. By focusing on mechanical and physical purification methods, we ensure compliance with Australian regulatory standards while protecting the long-term ecological health of your site. This approach aligns technical performance with environmental responsibility. It positions us as a reliable partner for modern energy providers who value both efficiency and compliance. We don’t rely on heavy chemical fixes; we use physics and biology to restore system health.
Why BioKem is the Preferred Partner for Australian Power Gen
National reach is a core pillar of our service model. We maintain local technical expertise across Australia, ensuring rapid response times for both planned outages and emergency interventions. As the authorised distributor for global industry leaders like Filters S.p.A. and Swift Filters, we provide our clients with direct access to the world’s most advanced filtration technology. Every intervention concludes with comprehensive reporting. This documentation provides a “birth certificate” for your clean system, recording every ISO 4406:2021 code and particle count achieved during the flush to satisfy OEM warranty requirements.
Getting Started: Planning Your Next LM6000 Service
Successful maintenance begins long before the first pump is connected. Integrating BioKem into your outage schedule early allows for maximum efficiency and ensures that our high-velocity equipment is on-site exactly when needed. We develop custom flushing plans based on your specific TLO and GLO configurations, accounting for every bypass and dead leg in the circuit. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service is a data-driven process that we tailor to your specific operational goals. Don’t leave your turbine’s reliability to chance. You should contact BioKem for a technical consultation on your GE LM6000 asset to secure your next commissioning cycle.
Securing Operational Reliability for Your GE LM6000 Fleet
Operational reliability hinges on the transition from reactive oil changes to precision engineering. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service ensures that your critical bearings and servo valves are protected from the abrasive effects of varnish and particulate. By achieving high Reynolds numbers and maintaining optimal fluid temperatures, you eliminate the root causes of stiction and unscheduled downtime. BioKem has delivered specialist onsite technical interventions since 2011, providing national service coverage even for the most remote industrial sites across Australia.
As the sole Australian distributor for Filters S.p.A., we provide the documented system integrity required for OEM compliance and long-term asset health. Our technical protocols turn a standard service window into a strategic opportunity for system restoration. Take the proactive step to safeguard your turbine’s performance and ensure your plant is ready for the demands of the 2026 energy market. We invite you to Request a Technical Quote for GE LM6000 Hot Oil Flushing today. Your critical assets deserve the protection of expert fluid management.
Frequently Asked Questions
Why is hot oil flushing superior to a standard oil change for a GE LM6000?
Standard oil changes only replace the fluid and leave behind 90% of contaminants lodged in internal piping. Hot oil flushing is superior because it utilizes high Reynolds numbers exceeding 4000 to create the turbulent flow necessary to mechanically strip debris from pipe walls. This process ensures that new oil isn’t immediately degraded by legacy particulate or varnish precursors remaining in the system.
What is the target ISO 4406 cleanliness code for LM6000 TLO systems?
The required cleanliness target for these systems is ISO 4406 17/14/11, as defined in the GEK110483 Rev G technical guidelines. This code represents the cumulative count of particles at the 4µm, 6µm, and 14µm levels. Achieving this standard is essential for protecting high-speed aeroderivative bearings, which have much tighter tolerances than traditional heavy-frame industrial turbines.
How long does a typical hot oil flush take during a turbine outage?
A typical intervention for an LM6000 requires 48 to 72 hours of active circulation. This window allows for the initial heating phase and the high-velocity cycling needed to stabilize particle counts within the target range. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service is a data-driven process where the final duration is determined by real-time particle count stabilization.
Can hot oil flushing remove existing varnish from turbine bearings?
Yes, hot oil flushing effectively removes varnish by raising the fluid temperature above the 130°F solvency threshold. At these temperatures, resinous deposits dissolve back into the oil where they can be captured by specialized ion-exchange or depth filtration media. This chemical “scrubbing” action restores metal surfaces to a clean state and prevents the valve stiction that leads to unscheduled turbine trips.
Is it necessary to flush both the TLO and GLO systems at the same time?
While the TLO and GLO systems operate as separate circuits, flushing both during the same outage is a best practice for total asset protection. The TLO system handles extreme thermal loads while the GLO system is prone to particulate from the reduction gearbox. Improving asset life by hot oil flushing GE LM6000 TLO & GLO lube oil systems before service ensures a clean baseline across the entire turbine package.
What technical documentation does BioKem provide after a hot oil flush?
BioKem provides a comprehensive technical report that serves as a “birth certificate” for your clean system. This documentation includes final ISO 4406:2021 particle counts, Membrane Patch Colorimetry results for varnish potential, and high-resolution photographs of the 100-mesh verification screens. These reports are vital for maintaining OEM warranty compliance and provide a baseline for your proactive maintenance strategy.
How does BioKem ensure the flush doesn’t damage sensitive turbine seals?
We protect sensitive seals and internal galleries by installing custom-engineered bypass blocks before the flush begins. These blocks isolate the turbine’s internal components from the high-velocity flow required to clean the external piping. Our technicians monitor system pressures and temperatures constantly to ensure all parameters remain within the safe operating limits defined by the manufacturer’s technical specifications.
Can hot oil flushing be performed onsite at remote Australian facilities?
BioKem maintains a fleet of mobile, containerized filtration and heating units designed specifically for deployment to remote Australian sites. We provide national service coverage across all states and territories, ensuring that regional power stations and mine sites receive precision technical interventions. Our team manages all mobilization logistics to integrate seamlessly with your existing outage schedule regardless of geographic isolation.