
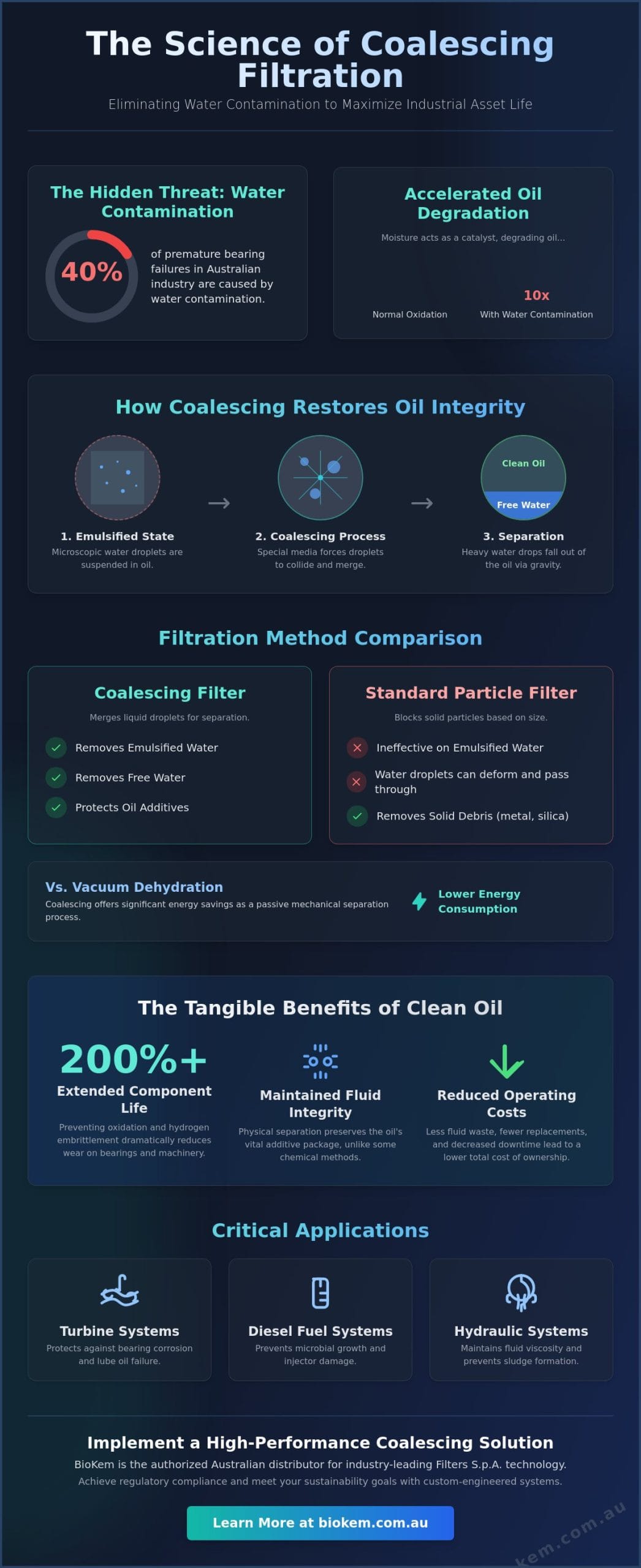
Industry data from 2023 indicates that water contamination accounts for nearly 40% of premature bearing failures in Australian industrial machinery. For a single turbine operation in the Hunter Valley or a hydraulic system in the Pilbara, these moisture levels can trigger chemical reactions that degrade oil 10 times faster than normal oxidation. You’re likely already aware that traditional filters often fail to capture emulsified water, leaving your assets vulnerable to corrosion and sludge. This is where the physics of coalescing becomes your most effective tool for maintaining fluid integrity and operational longevity.
We’ll help you master the science of high-performance separation to eliminate water contamination in your industrial oil systems. This guide provides a technical deep dive into how coalescer elements merge microscopic droplets into manageable layers for easy removal. You’ll gain a clear understanding of the coalescence process, learn specific criteria for selecting equipment, and discover how to improve asset reliability. We’ll outline the exact steps to achieve oil cleanliness that aligns with Australian regulatory standards while supporting your long-term sustainability goals through reduced fluid waste.
Key Takeaways
- Understand the mechanical science of coalescing and how it efficiently separates liquid-liquid emulsions to restore industrial fluid integrity.
- Learn to optimize oil purification by managing flow velocity and selecting high-performance elements tailored to specific contamination profiles.
- Evaluate the energy-saving benefits of passive mechanical separation compared to vacuum dehydration for cost-effective water removal.
- Identify critical applications in turbine and diesel systems where advanced filtration prevents microbial growth and catastrophic component failure.
- Discover how to implement custom-engineered solutions through BioKem, the authorized Australian distributor for Filters S.p.A., to meet local regulatory standards.
What is Coalescing? Defining the Process for Industrial Fluid Management
Coalescing is the physical process where two or more droplets of a liquid merge to form a single, larger drop. In industrial fluid management, we apply this as a mechanical method to separate liquid-liquid emulsions, most commonly water from lubricating or hydraulic oil. It’s a vital technique for maintaining the integrity of industrial systems across Australia, from mining operations in the Pilbara to manufacturing plants in Melbourne. Unlike chemical separation, coalescing relies on the physical properties of the fluids to achieve high purity levels without altering the oil’s additive package.
To better understand this concept, watch this helpful video:
The Physics of Coalescence: How Droplets Merge
Water in industrial oil usually exists in three states: dissolved, emulsified, and free. Coalescing specifically targets emulsified water, which consists of microscopic droplets suspended in the oil. The efficiency of this process depends on the physics of coalescence, where droplets are forced to collide and combine until they reach a size heavy enough for gravity to pull them to the bottom of a separation vessel.
Droplet size dictates the speed of separation; for instance, a 100-micron drop settles significantly faster than a 10-micron one. Interfacial tension is the physical force existing at the boundary between two immiscible liquids that prevents them from mixing easily. When this tension is managed through coalescing media, the water droplets lose their surface energy and fuse together, transitioning from a stable emulsion into manageable free water.
Implementing this technology is a critical phase in proactive maintenance strategies. Water contamination is responsible for approximately 75% of bearing failures in heavy machinery. By removing moisture before it causes oxidation or hydrogen embrittlement, operators can extend component life by 200% or more, significantly reducing the total cost of ownership for Australian industrial assets.
Coalescing vs. Standard Particle Filtration
Traditional particle filters often fail to remove liquid contaminants because they’re designed to trap solid debris like metal shavings or silica. These filters work through direct interception or adsorption, blocking particles based on their physical size. However, water droplets are deformable. Under pressure, they can squeeze through the pores of a standard filter element, remaining trapped in the oil stream.
The difference lies in the mechanism: standard filters block solids, while coalescing systems merge liquids. Using specialised borosilicate glass fibres, a coalescer captures tiny droplets and holds them until they grow large enough to fall out of the flow. This distinction is vital for effective oil contamination control, especially in environments where humidity and condensation are constant threats to lubrication reliability.
How Coalescing Filtration Works: The Mechanics of Oil Purification
Coalescing filtration is a sophisticated mechanical process designed to remove emulsified and free water from industrial oils. Unlike standard particulate filtration which relies on simple mechanical straining, coalescing utilizes the physical properties of fluid dynamics to separate two immiscible liquids. The process begins when contaminated oil enters the internal core of a coalescing element. As the fluid moves through the dense matrix of the media, microscopic water droplets are forced into close proximity. The fluid dynamics of drop collision dictate that these droplets must overcome surface tension to merge. Once they collide, they form larger, heavier masses that can no longer remain suspended in the oil stream.
Flow velocity plays a critical role in this journey. If the velocity is too high, the kinetic energy prevents droplets from bonding, causing them to “shear” and remain emulsified. Effective systems maintain a steady, laminar flow to maximize contact time within the media. Biokem focuses on selecting the right media for Australian conditions, often choosing between traditional fiberglass or modern synthetic depth media. While fiberglass offers excellent surface area for droplet attachment, synthetic media provides superior resistance to chemical degradation in high-acid environments, ensuring a longer service life for oil filtration systems operating in remote regions.
The Two-Stage Separation Process
A complete coalescing system typically employs a two-stage approach to ensure the oil reaches high purity standards, such as those required by ISO 4406. In the first stage, the coalescer element acts as the primary growth chamber. It forces the tiny water particles to expand into large beads. In the second stage, a separator element creates a hydrophobic barrier. This stage uses specialized coatings, often Teflon or silicone-treated screens, that allow oil to pass through while physically repelling the water beads. Because water is denser than oil, gravity pulls these large droplets to the bottom of the housing where they collect in a sump for manual or automatic drainage.
Factors Affecting Coalescer Efficiency
- Fluid Viscosity and Temperature: Oil temperature significantly impacts separation efficiency. Warmer oil has lower viscosity, which allows water droplets to move and merge more freely. Systems operating at 45 to 55 degrees Celsius typically show a 25 percent improvement in water removal rates compared to those at ambient room temperature.
- The Presence of Surfactants: Detergents and certain additives can “poison” a coalescer. These surfactants reduce the interfacial tension of the oil, making it nearly impossible for droplets to grow. If surface tension drops below 22 dynes/cm, the coalescing media may lose its ability to function entirely.
- Maintenance Requirements: High-performance elements require regular monitoring. A pressure differential increase of 1 bar (100 kPa) often indicates that the media is saturated with solid contaminants, which can block the narrow passages required for effective droplet collision.
Biokem’s approach integrates these technical mechanics with a commitment to ecological health. By utilizing high-efficiency separation, operators can extend the life of their lubricants by up to 300 percent, significantly reducing the volume of waste oil generated. For those managing heavy machinery in the Pilbara or Hunter Valley, understanding these mechanics is the first step toward a more sustainable and reliable operation.
Coalescing vs. Vacuum Dehydration: Choosing the Right Water Removal Method
Water exists in industrial oil in three distinct phases: free, dispersed, and dissolved. Identifying these states is the first step in any remediation strategy. Free water is the most damaging state for bearing health because it causes immediate lubricant film collapse and initiates hydrogen embrittlement in rolling elements. While vacuum dehydration uses heat and vacuum to boil off dissolved moisture, coalescing works as a passive, low-energy alternative. It doesn’t require the heavy electrical load needed to heat oil to 60°C, making it a sustainable choice for Australian facilities aiming to reduce carbon footprints.
Academic research into coalescence in an outer fluid explains how small droplets aggregate within a denser medium like oil. This mechanical process allows for high flow rate capabilities in bypass systems. Since 2024, operational data from Australian power plants indicates that a standard coalescing unit can process 150 litres per minute, whereas a vacuum dehydrator of similar size might only manage 40 litres per minute.
When to Choose a Coalescing Filter
This technology is best for systems with high water ingress, such as turbine seal leaks or environments prone to heavy condensation. It’s ideal for fuel filtration and low-viscosity hydraulic oils where the specific gravity difference between oil and water is more pronounced. If your site needs immediate support for a contamination event, reviewing oil filtration systems allows you to select equipment that matches your specific flow requirements and fluid chemistry.
The Role of Oil Analysis in Technology Selection
We use Karl Fischer titration to determine total water content in parts per million (ppm). This empirical data guides the engineering choice between different removal methods. By integrating filter-ferrogram analysis, technicians can see the actual physical impact of water on component wear and particle generation. A common objection is that this method cannot remove dissolved water. While technically accurate, it prevents dissolved water from forming by continuously stripping out free and dispersed moisture before the oil reaches its saturation point. This proactive approach keeps the fluid “dry” enough to prevent the additive dropout often seen in Australian mining and power generation sectors.
Critical Applications: Where Coalescing Filters Protect Industrial Assets
Industrial machinery faces constant threats from water contamination. Effective coalescing technology serves as the primary defense against fluid degradation. In high-pressure environments, even trace amounts of moisture trigger chemical reactions that compromise component integrity. By separating water at the molecular level, these systems ensure that lubricants maintain their chemical properties and protective film strength.
Protecting Power Generation Assets
Turbine systems are particularly vulnerable to water-induced varnish. When moisture levels exceed saturation points, oil-water emulsions form, leading to soft contaminant build-up on critical bearings and servo valves. This process accelerates oxidation and can cause catastrophic mechanical failure. Integrating coalescing technology supports hot oil flushing during the commissioning and maintenance phases. This ensures systems start with a baseline of high purity. Australian power plants implementing advanced moisture removal have reported a 30% increase in bearing life and significantly fewer unplanned outages related to governor instability.
Fuel Quality and Coalescing
Remote Australian mining and agricultural sites often struggle with “wet” diesel. High humidity and extreme temperature fluctuations in regions like the Pilbara or the Bowen Basin cause significant condensation in bulk storage tanks. Coalescing filters strip this free and emulsified water before it reaches the engine. This is vital for preventing the “diesel bug,” a microbial colony that thrives at the fuel-water interface. These organisms create acidic byproducts that corrode injectors and clog filters rapidly. By maintaining fuel within engine manufacturer standards, operators avoid the expensive repairs associated with modern high-pressure common rail (HPCR) systems, which can cost upwards of A$20,000 for a single fuel system overhaul.
Beyond fuel and power, these systems are essential for maintaining secondary industrial infrastructure:
- Hydraulic systems: Water reduces fluid bulk modulus, making valves sluggish. Coalescing prevents this loss of responsiveness and stops internal oxidation of pump components.
- Compressor oils: High-pressure environments naturally produce condensate. Efficient separation prevents this water from emulsifying with the lubricant, which otherwise increases energy consumption by up to 15% due to increased friction.
Biokem’s approach focuses on long-term ecological health by extending the life of existing fluids. This reduces the frequency of oil changes and the volume of waste oil generated by Australian industrial operations. Our technical expertise ensures that your filtration strategy meets both operational demands and environmental compliance standards.
Explore our range of industrial oil filtration systems to safeguard your infrastructure and improve asset reliability.
Implementing High-Performance Coalescing Solutions with BioKem
BioKem delivers engineered solutions that address the specific challenges of the Australian industrial landscape. As the authorized Australian distributor for Filters S.p.A., we bridge the gap between world-class European engineering and local operational requirements. Our approach moves beyond off-the-shelf hardware. We provide custom-engineered coalescing systems designed for flow rates ranging from 10 L/min to over 2,000 L/min. This ensures that unique viscosity profiles and contaminant loads don’t compromise system integrity.
Our national presence allows us to offer specialized filter elements and rental units with rapid deployment capabilities. Whether you’re managing a remote mining site in the Pilbara or a manufacturing facility in Melbourne, we provide the technical expertise to maintain fluid purity. By utilizing high-performance coalescing technology, we help operators reduce oil consumption by up to 40% over the asset’s lifecycle, directly supporting both profitability and environmental sustainability.
Filters S.p.A.: World-Class Separation Technology
Filters S.p.A. brings over 30 years of engineering pedigree to the global oil and gas sector. Their high-efficiency separator/coalescer (S/C) units are renowned for achieving water removal down to 10 ppm in many critical applications. BioKem maintains a robust local inventory of these specialized components across our national warehouse network. This proximity reduces lead times by up to 60% compared to international shipping. Our technical team provides onsite support to calibrate these units for specific hydrocarbon profiles, ensuring compliance with strict ISO 4406 cleanliness standards.
BioKem’s Integrated Fluid Management Approach
Hardware alone isn’t enough for long-term reliability. We integrate coalescing technology into a broader lubrication health strategy. During complex procedures like hot oil flushing, BioKem technicians utilize mobile coalescing units to remove moisture in real-time. This prevents the formation of acids and sludge during the commissioning or maintenance of critical assets. We also offer a fleet of rental units for short-term remediation projects, providing a cost-effective alternative to immediate capital expenditure.
Effective fluid management is a commitment to both operational efficiency and environmental responsibility. By reducing oil waste and extending component life, our systems help facilities meet modern sustainability targets and Australian regulatory requirements. Contact BioKem today for a national fluid health assessment to determine the optimal coalescing strategy for your infrastructure.
Future-Proofing Your Assets with Precision Filtration
Effective moisture control isn’t just a maintenance task; it’s a strategic necessity for Australian industrial operations aiming for 2026 sustainability goals. Implementing high-performance coalescing technology ensures that free and emulsified water are removed before they trigger oxidative oil breakdown or catastrophic component wear. By prioritizing these mechanical separation methods, you’re choosing a solution that reduces fluid waste and lowers your environmental footprint while maintaining strict ISO 4406 cleanliness standards. BioKem serves as the authorized Australian distributor for Filters S.p.A., providing the local market with world-class engineering backed by national coverage for oil purification and analysis. Our team delivers specialist onsite technical interventions to optimize your systems and protect high-value assets against the hidden costs of contamination. Making the right choice today prevents unplanned downtime tomorrow and keeps your operations aligned with local environmental regulations. We’re ready to help you transition to a more resilient and eco-friendly fluid management strategy that lasts. Your machinery is the backbone of your business, and we’re here to help you keep it running at its absolute best.
Consult with BioKem’s technical experts on coalescing solutions
Frequently Asked Questions
What is the primary difference between coalescing and centrifuging for water removal?
Centrifuging relies on high-speed mechanical rotation to separate fluids based on density, whereas coalescing uses specialized stationary media to merge small water droplets into larger ones. Centrifuges are often better for bulk water removal in heavy industrial applications, but coalescers offer a more energy-efficient solution for removing fine dispersed water down to 150 ppm. Biokem’s approach prioritises these low-maintenance systems to reduce the mechanical complexity and energy footprint of your filtration process.
Can a coalescing filter remove dissolved water from hydraulic oil?
No, a standard coalescing filter can’t remove dissolved water because it only targets free and emulsified moisture. Dissolved water is chemically bonded to the oil molecules and requires vacuum dehydration or mass transfer technology for extraction. If your hydraulic oil exceeds its saturation point, which is typically 200 to 300 ppm for mineral oils, the coalescing process effectively removes the excess water that has fallen out of solution.
How often should coalescing elements be replaced in an industrial system?
Coalescing elements generally require replacement every 6 to 12 months depending on the particulate load of the system. You should monitor the differential pressure and change the elements when they reach 1.5 to 2.0 bar (22-29 psi). Replacing elements on this schedule prevents media blinding and ensures the system maintains its water removal efficiency without risking element collapse or bypass.
Does oil viscosity affect the efficiency of the coalescing process?
Oil viscosity significantly impacts efficiency because thicker fluids resist the movement and merging of water droplets within the media. The coalescing process is most effective with lower viscosity oils, such as ISO VG 32 or ISO VG 46, maintained at temperatures between 40°C and 60°C. If the oil’s viscosity is too high, the water removal rate can drop by more than 40%, making temperature control a vital part of the filtration strategy.
What are the signs that my coalescing filter is saturated or failing?
A rapid spike in differential pressure or the presence of cloudy oil downstream are the most common signs of filter saturation. You’ll also notice that water isn’t accumulating in the system’s collection sump at the expected rate. When the media becomes “disarmed” by surfactants or blocked by solids, it fails to achieve the target moisture levels, often leaving water concentrations well above the 500 ppm threshold.
Is coalescing technology suitable for synthetic EHC fluids?
Coalescing technology isn’t suitable for phosphate ester-based synthetic EHC fluids because these fluids have a naturally high affinity for water and low interfacial tension. These chemical properties prevent water droplets from forming the large beads necessary for separation. For these specific Australian power generation applications, vacuum dehydration is the preferred method to maintain moisture levels below the 500 ppm limit required for system reliability.
Can surfactants or additives in the oil interfere with coalescence?
Yes, surfactants and certain anti-wear additives can significantly interfere with the process by lowering the oil’s interfacial tension. When the interfacial tension drops below 20 dynes/cm, water droplets don’t merge effectively and instead pass through the filter media. This “disarming” of the filter is common in oils with heavy detergent packages or those that have undergone significant thermal degradation.
What is the typical ISO cleanliness level achievable with coalescing filtration?
A properly managed coalescing system can achieve an ISO 4406 cleanliness level of 16/14/11 or better. While the primary function is water separation, most systems include high-efficiency pleated pre-filters that remove solid contaminants down to 1-3 microns. This dual-stage approach ensures your industrial lubricants meet the strict purity standards demanded by modern high-pressure hydraulic components.