
On a Tuesday morning last September, a peaking power plant in Victoria faced a sudden trip due to varnish-induced servo valve sticking. For facilities where unscheduled downtime frequently exceeds A$40,000 per hour, these microscopic contaminants represent a massive financial liability. This turbine lube oil flush case study explores how high-velocity hot oil flushing was used to clear stubborn particulates and restore system integrity before a total failure occurred.
You’re likely aware that even the most rigorous filter schedules can’t always stop the buildup of soft contaminants that cause critical failures. It’s a common challenge for Australian engineers who need to meet strict ISO 4406 targets while managing aging infrastructure. You’ll learn how targeted flushing techniques eliminate varnish precursors and significantly extend the life of both your components and your lubricants. This article provides a technical overview of the decontamination process and the documented results achieved during this successful restoration.
Key Takeaways
- Understand the significant financial risks of unscheduled downtime in Australian power generation and how sub-micron varnish compromises turbine reliability.
- Learn why achieving a Reynolds Number above 4000 through high-velocity hot oil flushing is more critical for system decontamination than flow pressure alone.
- Examine a comprehensive turbine lube oil flush case study detailing how a 150MW industrial site successfully restored peak performance and ISO cleanliness standards.
- Discover how to integrate Filters S.p.A. hardware into a proactive 2026 maintenance strategy to prevent catastrophic failure and extend lubricant life.
- Identify the operational advantages of leveraging BioKem’s technical expertise and environmentally conscious onsite services to maintain Australian regulatory compliance.
The High Cost of Contamination in Turbine Lubrication Systems
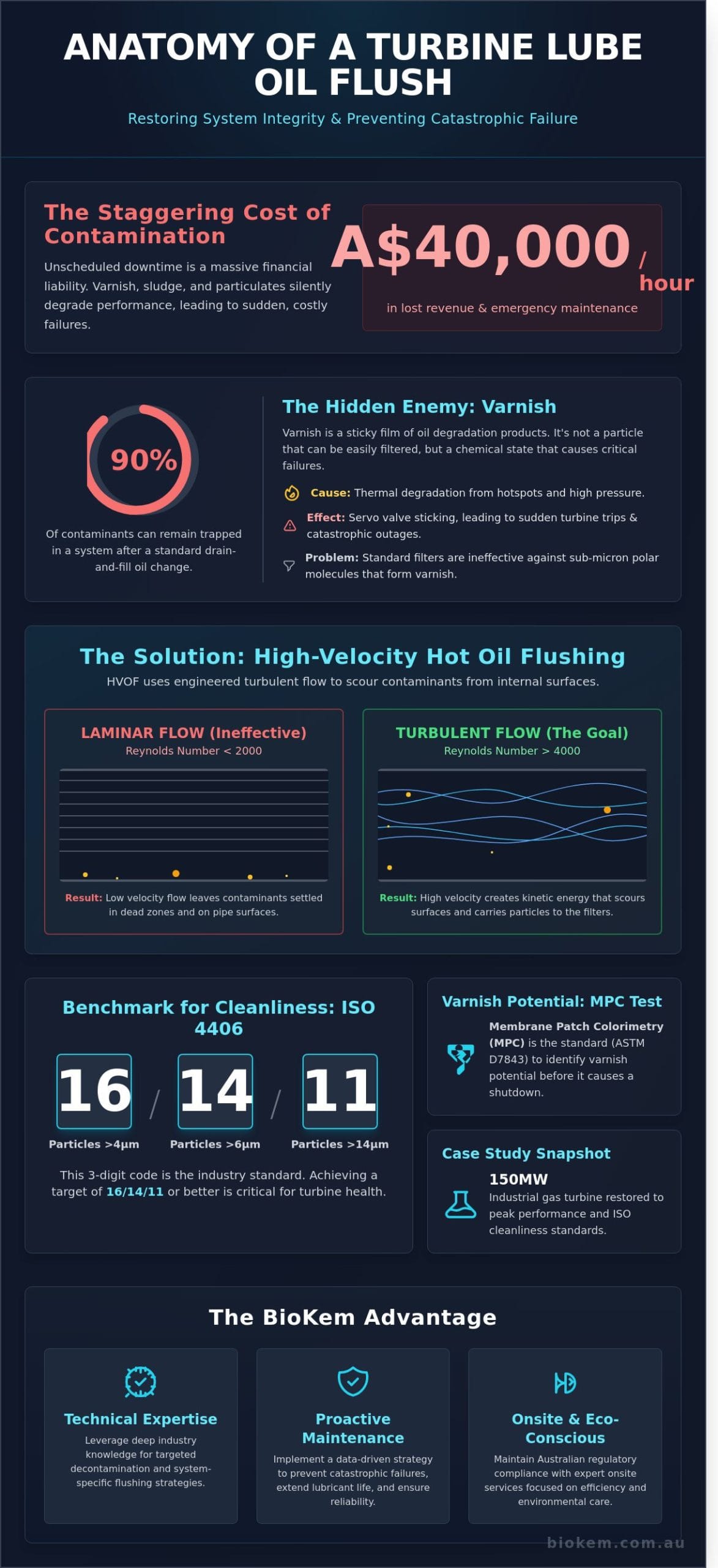
Turbine systems rely on ultra-clean oil to maintain operational stability. Sub-micron varnish and hard particulates act as a hidden enemy, quietly degrading performance before a physical failure occurs. In the Australian power generation sector, unscheduled downtime isn’t just an inconvenience; it represents a massive financial drain. A single day of lost production at a major gas-fired facility can exceed A$280,000 in lost revenue and emergency maintenance costs. Relying solely on oil changes is a mistake. Roughly 90% of system contaminants remain trapped in dead legs, cooling jackets, and on internal pipe surfaces after a simple drain and fill. Understanding The Science of High-Velocity Hot Oil Flushing (HVOF) is essential for removing these persistent deposits and achieving the strict ISO 4406 cleanliness codes required for long-term health.
To better understand the scale of these operations, watch this helpful case study video:
The ISO 4406 standard provides the primary benchmark for assessing turbine health. This three-digit code quantifies the number of particles at 4, 6, and 14 microns per millilitre of fluid. For a critical turbine, maintaining a code of 16/14/11 or better is often the target. When levels rise above these thresholds, the risk of component wear increases exponentially. A comprehensive turbine lube oil flush case study often reveals that even “new” oil arrives with contamination levels that exceed these strict requirements, necessitating pre-filtration before it ever enters the system.
The Varnish Problem: Beyond Simple Filtration
Thermal degradation is the primary driver of soft contaminant formation. When oil is subjected to localized hotspots or high-pressure cycles, it breaks down into polar precursors that eventually settle as a sticky film on critical components. This varnish is notorious for causing valve sticking and sudden “tripping” in steam and gas turbines, leading to catastrophic outages. Standard mechanical filters are ineffective here because they can’t trap sub-micron polar molecules before they coalesce into solid deposits. Implementing a dedicated varnish removal system is the only way to treat the chemistry of the oil, rather than just the physical debris.
Measuring the Impact: MPC and Particle Counts
Monitoring system health requires more than just checking oil levels. Membrane Patch Colorimetry (MPC) serves as the primary industry standard for identifying varnish potential before it causes a shutdown. The MPC test, as defined by ASTM D7843, is a standardized laboratory procedure that extracts insoluble contaminants from a lubricant sample onto a membrane patch to measure the color and quantify the potential for varnish formation. High MPC values correlate directly with accelerated bearing wear and seal failure. By integrating advanced monitoring with a hot oil flushing and filtering program, operators can maintain ISO targets and extend component life. This data-driven approach is a hallmark of a successful turbine lube oil flush case study.
The Science of High-Velocity Hot Oil Flushing (HVOF)
HVOF isn’t just about moving oil; it’s about engineering a specific fluid state to scour internal pipe surfaces. While many operators mistakenly focus on pump pressure, the real cleaning power comes from flow velocity. High pressure is necessary to overcome system resistance, but it’s the velocity that provides the kinetic energy to dislodge silt, scale, and varnish. This distinction is a recurring theme in any successful turbine lube oil flush case study. By decoupling the system’s internal pumps and using external high-flow filtration units, we achieve flow rates up to five times the normal operating speed. This ensures that the fluid has enough momentum to carry heavy particulates to the filters rather than letting them settle in “dead zones” within the piping.
Reynolds Number and Turbulent Flow Explained
To clean effectively, the oil must reach a state of turbulent flow. In fluid mechanics, the Reynolds Number (Re) determines whether fluid moves in smooth, parallel layers (laminar) or in a chaotic, scouring manner (turbulent). For a successful flush, an Re greater than 4,000 is the industry requirement.
Laminar flow leaves a “boundary layer” of stagnant oil against the pipe wall, which protects contaminants from being moved. Calculating the required flow rate involves measuring the largest pipe diameter in the circuit and adjusting for the oil’s viscosity at flushing temperatures. Achieving this turbulence is why Biokem utilizes specialized hot oil flushing and filtering equipment rather than relying on onboard pumps that aren’t designed for these flow profiles.
The Role of Temperature in Contaminant Liberation
Heat serves as a catalyst for chemical and physical cleaning. Maintaining oil temperatures between 50°C and 70°C significantly reduces kinematic viscosity, allowing the fluid to move faster and penetrate tight tolerances. This thermal energy also softens varnish deposits, making them easier to strip from the metal surfaces.
- Thermal Cycling: By fluctuating the temperature within a controlled range, the pipes expand and contract slightly. This “thermal shock” helps crack brittle scale and loosen stubborn debris from the pipe walls.
- Safety Standards: Handling hydrocarbons at these temperatures requires strict adherence to Australian WHS standards. We ensure all external loops are pressure-tested and monitored for leaks to prevent fire risks or environmental contamination.
Following guidelines like Designing a Proactive Turbine Flushing Programme for 2026 provides the technical framework for these parameters. Integrating high-efficiency filtration into this loop ensures that once contaminants are liberated, they’re permanently removed before the oil returns to the turbine reservoir. This scientific approach was central to our recent turbine lube oil flush case study where we reduced ISO codes from 22/20/17 to 15/13/10 in under 48 hours for a Queensland-based power station.
Case Study: Restoring a 150MW Turbine to Peak Performance
This turbine lube oil flush case study details a critical intervention at a major Australian power generation site. The facility’s 150MW steam turbine began exhibiting rising bearing temperatures and erratic vibration signatures, threatening an unscheduled outage. BioKem’s technical teams were deployed to execute a comprehensive recovery plan, utilizing high-flow filtration equipment to stabilize the asset and restore lubricant chemistry.
Initial Assessment and Contamination Baseline
The pre-flush oil analysis revealed a critical state of degradation. The system’s ISO 4406 cleanliness code was recorded at 22/20/17, while the Membrane Patch Colorimetry (MPC) value reached 45. These figures indicated a high varnish risk, where soft contaminants begin to plate out on cooler metal surfaces. A visual inspection of the paddle flushing screens and existing filter elements confirmed the presence of carbonaceous deposits and metallic wear debris. BioKem technicians meticulously mapped the turbine circuit to identify dead legs and critical flow paths where stagnant oil had allowed sludge to accumulate, ensuring no section of the pipework remained untreated.
Execution: Thermal Flushing and Varnish Removal
The team initiated a high-velocity hot oil flushing process, achieving the turbulent flow necessary to dislodge adhered contaminants. We integrated a dedicated varnish removal system alongside the main flush to target the sub-micron oxidation products that traditional mechanical filters often miss. To provide the client with immediate verification, we utilized particle pal technology for real-time monitoring. Over a 72-hour period, the system underwent multiple thermal cycles, effectively stripping away varnish layers and removing approximately 14 kilograms of particulate matter from the 12,000-litre reservoir.
Final Outcomes and ROI Analysis
The intervention achieved a total system transformation. Post-flush metrics showed an ISO cleanliness of 16/14/11 and an MPC value below 15, moving the asset from a high-risk category to a stable, low-risk state. The technical results translated into immediate operational benefits:
- Temperature Stability: Bearing operating temperatures decreased by 8 to 12 degrees Celsius.
- Cost Savings: The facility avoided a full oil replacement, saving approximately A$95,000 in procurement and disposal costs.
- Asset Longevity: The successful flush allowed the site to implement a more robust proactive maintenance strategy, extending the projected life of the turbine bearings.
This turbine lube oil flush case study demonstrates that technical precision and real-time data monitoring can prevent catastrophic failure and significantly reduce long-term operational expenditure for Australian industrial assets.
Designing a Proactive Turbine Flushing Programme for 2026
Reliability in 2026 requires moving beyond reactive maintenance cycles. Power generation facilities should schedule a high-velocity flush every 4 to 6 years or immediately following major component replacements. This timeline ensures that assembly debris doesn’t compromise new bearings or sensitive control valves. Integrating oil analysis and filter-ferrogram testing into the lifecycle allows for data-driven decisions. By identifying wear particles before they cause catastrophic failure, operators can reduce unplanned downtime by up to 28%. This proactive stance was a central takeaway from our recent turbine lube oil flush case study, where early detection saved an estimated A$220,000 in potential repair costs.
Selecting the right hardware is critical for achieving ISO 4406 cleanliness targets like 16/14/11. Utilizing high-efficiency components from an Australian distributor for Filters S.p.A. provides the flow rates necessary to achieve turbulent flow, typically requiring a Reynolds Number greater than 4,000. When you evaluate service providers, ask for their specific methodology regarding flow rate calculations and their ability to provide real-time particle counting. A partner who can’t demonstrate 95% efficiency in removing sub-micron varnish precursors won’t meet the needs of modern high-temperature turbines.
Equipment Selection: Hire vs. Purchase
Deciding between capital expenditure and operational hire depends on your facility’s internal expertise and the frequency of interventions. Many Australian plants opt for industrial oil filtration equipment hire for one-off outages to avoid the A$45,000 annual maintenance cost of owning a specialized rig. For high-precision applications, sourcing through an Australian distributor for Swift Filters ensures that filter elements can handle the high differential pressures common during initial cold-oil circulation. We’ve found that customizing the flushing rig to achieve 10 to 12 volume exchanges per hour is the benchmark for 2026 reliability standards.
Safety and Compliance in 2026
Australian safety standards, particularly AS 2865-2009, dictate strict confined space entry requirements for tank cleaning and internal inspections. Technicians must be certified and use calibrated gas detection equipment to manage volatile organic compounds. Environmental management is equally vital. Large-scale projects often generate 2,500 litres or more of waste fluid; this requires documented disposal paths to meet state EPA regulations. Proper documentation and certification ensure your insurance remains valid and warranty terms from OEMs like GE, Siemens, or Mitsubishi are fully met. This rigorous approach to compliance protects both the environment and your capital investment.
Ensure your next outage meets strict ISO standards by consulting with our turbine flushing specialists.
The BioKem Advantage: Expert Oil Services for Australian Industry
BioKem leads the Australian market by merging high-level engineering with ecologically sound practices. We provide specialized interventions across power generation, mining, and manufacturing sectors. Our team understands that a successful turbine lube oil flush case study isn’t just about meeting ISO 4406 targets once; it’s about maintaining those standards through a system’s entire lifecycle. We deploy onsite vacuum dehydration and EHC fluid maintenance units that achieve moisture levels below 100 ppm, ensuring critical assets remain operational without the need for costly, premature oil replacements. From the Pilbara to the Latrobe Valley, our national reach allows us to respond to emergency outages or planned shutdowns with equal efficiency.
Our Technical Toolkit for Turbine Reliability
Effective reliability requires more than a simple filter change. We integrate hot oil flushing with advanced varnish mitigation to remove sub-micron contaminants that traditional methods miss. Our technicians use patch test kits to provide immediate, visual validation of oil health while still onsite. This technical depth extends to complex heat transfer systems, where thermal degradation can compromise efficiency. By identifying chemical shifts early, we prevent the formation of sludge and carbon deposits. We utilize high-velocity turbulent flow to ensure that 95% of settled particulates are lifted and captured, rather than remaining trapped in dead-legs of the pipework.
A Partner in Sustainability and Performance
Sustainability is a core metric for modern Australian industry. BioKem helps partners reduce waste oil volumes by 60% through precision purification and hydrocarbon reclamation. Extending the life of a 10,000-litre turbine reservoir by just three years significantly lowers the carbon footprint of the facility. We don’t just fix problems; we optimize performance through eco-friendly methodologies. This approach saves thousands in A$ procurement costs and aligns with strict Australian regulatory standards for waste management.
Your reliability journey begins with a BioKem system audit. This comprehensive assessment identifies hidden risks in your lubrication circuits and provides a clear roadmap for improvement. We analyze your current filtration efficiency and compare it against industry benchmarks to find gaps in your maintenance strategy. This turbine lube oil flush case study demonstrates that proactive care is the only way to ensure long-term uptime. Contact our technical team today for a customized turbine flushing proposal tailored to your specific operational requirements and local environmental conditions.
Protecting Asset Integrity with Advanced Fluid Engineering
Maintaining a 150MW turbine requires more than routine maintenance; it demands a scientific approach to fluid hygiene. This turbine lube oil flush case study highlights how High-Velocity Hot Oil Flushing (HVOF) successfully restored system ISO 4406 cleanliness levels from critical 21/19/16 codes to sub-14/12/9 benchmarks. By addressing MPC varnish mitigation early, operators prevent oxidative by-products from seizing critical valves. This is vital when unplanned outages cost Australian facilities upwards of A$65,000 per day in lost generation. BioKem provides national onsite technical deployment as the authorized Australian distributor for Filters S.p.A. Our specialists focus on nature-based efficiency to ensure your 2026 reliability targets are met without excessive chemical waste. We’ve proven that proactive contamination control extends component life by 300% in high-pressure environments. Protecting your capital assets isn’t just about repairs; it’s about engineering a cleaner, more resilient operational future for the Australian energy sector. We’re ready to deploy our technical expertise to your site today.
Request a Turbine Reliability Audit and Flushing Quote
Frequently Asked Questions
What is the difference between a standard oil change and a hot oil flush?
A standard oil change merely replaces the fluid, whereas a hot oil flush uses high-velocity turbulent flow and temperature control to dislodge adhered contaminants from internal pipework. Standard draining leaves up to 15% of old, degraded oil and sludge in dead legs and low points. A high-velocity flush achieves Reynolds numbers above 4,000, ensuring that particulate matter is suspended and captured by external filtration units. This process is essential for meeting strict Australian industrial standards for equipment longevity.
How long does a typical turbine lube oil flush take to complete?
A typical turbine lube oil flush requires between 3 and 10 days to complete, depending on the system’s total volume and current contamination levels. For a 20,000 litre reservoir, the setup phase takes 1 day, while the active flushing and filtration cycle lasts 4 to 6 days. We monitor progress through real-time particle counting to ensure the system meets target specifications. This timeframe includes the final verification and chemical analysis required for Australian compliance and operational readiness.
Will a high-velocity flush damage my turbine bearings or seals?
High-velocity flushing won’t damage your turbine bearings or seals because these sensitive components are bypassed using temporary jumpers during the procedure. We isolate the critical rotating elements to prevent debris from entering narrow clearances. The flush focuses on the high-pressure supply and return lines where scale and varnish accumulate. By using external pumps to achieve turbulent flow, we maintain system integrity while removing 99.9% of harmful particulates that would otherwise cause premature mechanical failure.
What ISO cleanliness level should I aim for in my turbine oil system?
Most Australian power generation facilities aim for an ISO 4406 cleanliness level of 16/14/11 or better for optimal turbine performance. Achieving this standard reduces the risk of servo valve sticking and bearing wear by 75% compared to systems running at ISO 19/17/14. As highlighted in our turbine lube oil flush case study, reaching these targets involves rigorous multi-stage filtration. Maintaining these levels ensures your system adheres to OEM specifications and local environmental safety protocols.
Can varnish be removed from a turbine system without a full flush?
Varnish can be removed without a full system shutdown through the use of kidney-loop sub-micronic filtration and specialized solubility enhancers. These systems target polar contaminants and soft oxides that standard filters miss. While this approach manages existing varnish, it doesn’t remove heavy particulate deposits found in older pipework. For systems with a varnish potential rating above 40, a comprehensive flush is the most effective way to restore baseline reliability and prevent future oxidation issues.
How often should a turbine lube oil flush be performed?
Turbine systems typically require a comprehensive flush every 5 to 7 years or immediately following a major mechanical overhaul. If your oil analysis shows an MPC (Membrane Patch Colorimetry) value exceeding 30, it’s time to schedule a service. Regular monitoring in Australian facilities helps identify when oxidation products are reaching critical levels. Proactive flushing prevents the accumulation of sludge that leads to costly unplanned outages, which can cost operators over A$50,000 per day in lost production.
What data should be included in a turbine oil flushing report?
A professional flushing report must include pre-flush and post-flush ISO 4406 particle counts, MPC varnish potential ratings, and moisture content data. It should also document the Reynolds numbers achieved during the flush to prove turbulent flow was maintained. We provide detailed logs of filter element changes and final laboratory certificates of analysis. This documentation is vital for Australian regulatory audits and ensures your turbine lube oil flush case study provides a clear roadmap for future maintenance cycles.
Is it possible to perform an oil flush while the turbine is online?
You can’t perform a high-velocity turbulent flush while the turbine is online because the system must be bypassed to protect internal components. However, you can use side-stream filtration and varnish mitigation units while the unit is operational to maintain oil chemistry. These online methods help extend the interval between major flushes but won’t remove the hard scale that a dedicated shutdown flush targets. For a total system decontamination, a planned outage is the only way to ensure 100% cleanliness.