
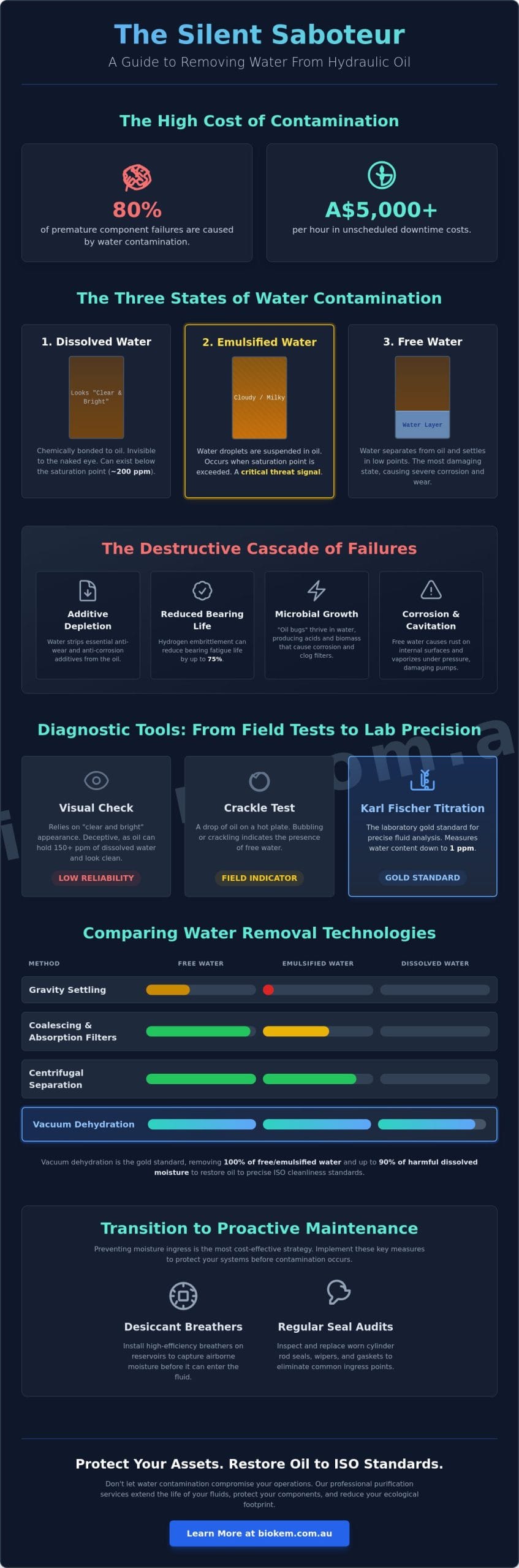
Water acts as a silent catalyst for mechanical degradation, often responsible for 80% of premature hydraulic component failures across Australian mining and manufacturing sectors. Learning how to remove water from hydraulic oil is more than a simple maintenance chore; it’s a critical strategy for operational sustainability and long-term asset protection. You’re likely familiar with the immediate consequences of moisture contamination, such as pump cavitation and valve sticking, which can drive unscheduled downtime costs above A$5,000 per hour in high-output environments.
This guide provides a technical roadmap to restore your fluids to precise ISO 4406 cleanliness standards. We’ll show you how to extract 100% of free water and a significant portion of dissolved moisture to avoid the high environmental and financial costs of disposing of bulk oil. We’ll examine the specific mechanisms of vacuum dehydration and centrifugal separation, ensuring you can select the most efficient, nature-aligned purification technology to extend the service life of your hydraulic systems and reduce your ecological footprint.
Key Takeaways
- Identify the three distinct states of water contamination—free, emulsified, and dissolved—and understand why cloudiness at 200-300 ppm signals a critical threat to system integrity.
- Compare professional purification technologies to learn how to remove water from hydraulic oil effectively, focusing on why vacuum dehydration is the gold standard for extracting 90% of dissolved moisture.
- Implement a structured restoration workflow starting with precise Karl Fischer water-in-oil testing to establish a technical baseline for your industrial fluids.
- Evaluate the performance gap between traditional gravity settling and modern coalescing filtration to ensure your high-pressure systems meet Australian operational standards.
- Transition to a proactive maintenance model by utilizing desiccant breathers and seal audits to prevent moisture ingress before it leads to expensive component failure.
Identifying Water Contamination in Hydraulic Systems
Water is a silent predator in industrial machinery. Most mineral-based hydraulic fluid types reach a saturation point surprisingly quickly. Saturation level is the maximum amount of water oil can hold in solution before becoming cloudy. For standard mineral oils, this threshold typically sits between 200 and 300 ppm at ambient temperatures. Once moisture exceeds this limit, the oil loses its clarity and begins to transition through different physical states.
Water exists in three distinct phases within a hydraulic system. Dissolved water is chemically bonded to the oil molecules and remains invisible to the naked eye. Emulsified water occurs when water droplets are dispersed throughout the fluid, often resulting from high-pressure shearing, which gives the oil a milky appearance. Free water is the most critical stage, where water separates entirely and settles at the bottom of reservoirs or in system dead zones. Identifying these states is the first step in determining how to remove water from hydraulic oil effectively.
To better understand these contamination states and their impact on your machinery, watch this helpful video:
The Damaging Effects of Water in Hydraulic Oil
Water triggers a destructive cascade of chemical failures. It accelerates oil oxidation and causes rapid additive depletion, where essential anti-wear components are stripped from the fluid. In high-pressure Australian industrial environments, water leads to hydrogen embrittlement. This phenomenon occurs when water molecules break down under extreme pressure, releasing hydrogen that penetrates metal surfaces. This process can reduce the fatigue life of rolling-element bearings by up to 75 percent. Water also creates a breeding ground for microbial growth. These “oil bugs” produce acidic byproducts and biomass that clog filters and corrode internal components, leading to unexpected downtime.
Diagnostic Tools: From Crackle Tests to Karl Fischer
Reliable detection requires more than a simple visual check. While “clear and bright” oil is the industry goal, fluid can contain 150 ppm of dissolved water and still look perfectly clean. The Crackle Test serves as a practical field method where a drop of oil is placed on a hot plate. if it bubbles or crackles, free water is present. For precise management, Karl Fischer Titration is the laboratory gold standard, measuring water content down to 1 ppm. Implementing regular oil analysis ensures you detect moisture before it compromises your system’s integrity. This technical data is vital when deciding how to remove water from hydraulic oil using specialised purification equipment.
Comparing Methods for Removing Water from Hydraulic Oil
Gravity separation is rarely sufficient for modern high-pressure systems. While older, low-flow machinery could rely on settling tanks, today’s industrial standards demand faster, more reliable results. In Australian mining and manufacturing sectors, hydraulic systems often operate at pressures exceeding 3,000 PSI. At these levels, even small amounts of free water cause cavitation and rapid component wear. Gravity settling takes days to achieve what active purification does in minutes, making it impractical for 24/7 operations.
Coalescing filtration provides a more proactive solution. This process uses specialized media to force microscopic water droplets to collide and merge into larger masses. Once these droplets gain enough weight, they sink to the bottom of the filter housing for manual or automatic drainage. It’s a highly efficient way to manage free water in low-viscosity oils. For smaller systems or mobile equipment, absorption filters utilize super-absorbent polymer elements. These “thirsty” polymers can hold up to 500 times their weight in water, though they require frequent replacement if water ingress is constant.
Centrifugal separation offers a high-speed alternative. By spinning the oil at high RPMs, the system uses G-force to separate water and solid contaminants based on density. While effective for bulk water removal, the trade-off involves higher capital expenditure and increased maintenance for seals and bearings. Selecting the right hardware is essential for long-term reliability. You can explore specialized oil filtration systems to see which mechanical approach aligns with your specific flow rates.
Coalescing vs. Centrifuging: Which is Better?
Coalescing systems are generally more energy-efficient and have fewer moving parts, making them easier to maintain in remote Australian sites. They excel at removing emulsified water from light oils like ISO 32 or 46. Centrifuges are better suited for high-viscosity lubricants and heavy-duty applications where large volumes of water enter the system rapidly. However, centrifuges often struggle with “tight” emulsions where the water droplets are too small for mechanical G-forces to separate effectively.
Limitations of Mechanical Separation
Mechanical methods cannot remove dissolved water below the oil’s saturation point. This is a critical distinction when learning how to remove water from hydraulic oil effectively. Once water is chemically dissolved, the oil appears clear, but the moisture still promotes oxidation and additive depletion. There’s also a risk of re-emulsification; if the oil passes through high-shear zones like a gear pump before treatment, the water droplets become so small that mechanical filters simply can’t catch them. When moisture levels must drop below the saturation point, you must transition from mechanical separation to advanced vacuum dehydration or biological moisture control methods.
The Role of Vacuum Dehydration in Professional Oil Purification
Vacuum dehydration is the most effective method for high-stakes industrial environments. It relies on the physics of vapour pressure, where the boiling point of water decreases as atmospheric pressure drops. In a standard vacuum chamber, water evaporates at temperatures as low as 50°C to 55°C. This is vital because hydraulic fluids often begin to oxidise and lose their lubrication properties when exposed to temperatures exceeding 60°C for extended periods. By lowering the boiling point, the system removes moisture without subjecting the oil to damaging heat.
When considering how to remove water from hydraulic oil, vacuum dehydration stands out because it targets all three states of water: free, emulsified, and dissolved. While centrifugal or coalescing filters struggle with dissolved moisture, vacuum units reliably strip 100% of free and emulsified water and roughly 90% of dissolved water. This precision protects the chemical integrity of the lubricant, preventing the formation of acids and sludge that lead to component failure. From a sustainability perspective, this process allows Australian operators to restore used fluids to an “as-new” condition, significantly reducing the volume of waste oil sent for disposal and lowering the total cost of ownership for large reservoirs.
Technical Advantages of Vacuum Purifiers
Vacuum purifiers offer a distinct advantage by operating at low thermal thresholds. Maintaining oil temperature below 60°C ensures that the molecular structure of the base oil and the additive package remains intact. These systems also perform de-aeration, removing dissolved air and gases that cause cavitation in pumps and spongy hydraulic response. For sites requiring temporary capacity, industrial oil filtration equipment hire provides access to high-flow dehydration units that can be deployed for rapid decontamination during planned shutdowns or emergency water ingress events.
Applications for Large-Scale Hydraulic Assets
This technology is indispensable for managing large-scale assets like steam turbine reservoirs, massive forging presses, and heavy mining machinery. By integrating vacuum units into a kidney-loop system, technicians can perform “live” purification while the equipment remains operational. This eliminates the need for costly downtime. Biokem partners with world-class manufacturers to provide these solutions, serving as the Australian distributor for Filters S.p.A., whose high-performance components are engineered specifically for demanding dehydration and filtration tasks in harsh Australian conditions. Understanding how to remove water from hydraulic oil through these advanced systems ensures that critical infrastructure meets ISO 4406 cleanliness standards consistently.
A Step-by-Step Guide to Restoring Hydraulic Oil Cleanliness
Understanding how to remove water from hydraulic oil requires a systematic technical approach that prioritizes long-term fluid health over temporary fixes. Following a structured purification protocol ensures that moisture levels return to safe operating limits without compromising the additive package of the lubricant.
- Step 1: Baseline Testing. Perform a Karl Fischer water-in-oil test (ASTM D6304). This laboratory analysis provides a precise ppm measurement, which is far more accurate than visual “crackle tests” for identifying dissolved moisture.
- Step 2: Source Mitigation. Identify where the ingress is occurring. Statistics show that 75% of moisture contamination in Australian industrial environments enters through faulty cylinder seals, failing heat exchanger gaskets, or inadequate reservoir breathers.
- Step 3: Technology Selection. When determining how to remove water from hydraulic oil, the state of the water dictates the equipment choice. Vacuum dehydration is the gold standard for removing dissolved, emulsified, and free water simultaneously.
- Step 4: Kidney-Loop Execution. Set up a continuous kidney-loop purification process. This allows the oil to circulate through the dehydration unit independently of the main system, ensuring 100% of the reservoir volume is processed multiple times.
- Step 5: Final Validation. Once the target ppm is reached, verify the results with a post-purification analysis. This must include an ISO 4406 particle count to ensure that the water removal process hasn’t introduced or left behind solid contaminants.
Setting Realistic Cleanliness Targets
Target levels depend entirely on the sensitivity of your components. High-pressure systems with servo valves typically require water levels below 100 ppm to prevent cavitation and valve stiction. For general industrial machinery, a target of 300 ppm is often sufficient. While aiming for 50 ppm provides maximum protection, it’s important to balance the energy costs of extended purification against the asset’s reliability requirements. Technicians often use patch test kits for immediate visual confirmation of fluid clarity before sending final samples to the lab.
Managing the Purification Process Onsite
Onsite purification demands strict adherence to safety protocols. Hydraulic fluid often operates at temperatures near 60°C; handling these fluids requires appropriate thermal protection and pressure-rated hosing. Monitoring the process in real-time is essential for efficiency. Tools like the particle pal range allow operators to track moisture saturation percentages and particle counts as they drop. If a system shows significant sludge or varnish alongside moisture, standard filtration might not be enough. In these complex cases, professional hot oil flushing is the most effective way to scrub internal surfaces and restore the entire system to its original cleanliness specification.
Contact Biokem today to discuss specialised oil purification services for your facility.
Preventing Future Water Ingress and Contamination
Proactive maintenance isn’t just a buzzword; it’s a financial necessity for Australian industrial operations. While understanding how to remove water from hydraulic oil is a critical skill for recovery, the most efficient facilities focus on total exclusion. Water ingress often occurs through standard breather caps that allow humid air to enter the reservoir as fluid levels fluctuate. In high-humidity regions like Queensland or during coastal operations, this atmospheric moisture quickly condenses into free water. This causes an immediate drop in lubricity and promotes the growth of microbial colonies that degrade the fluid’s chemical integrity.
Upgrading to desiccant breathers provides a primary line of defense. These units use specialized silica gel to strip moisture from the air before it reaches the oil. Combined with rigorous seal maintenance and revised high-pressure washdown protocols, these steps can reduce moisture-related downtime by up to 60%. From an environmental perspective, preventing contamination is a core component of corporate responsibility. Clean oil lasts longer, which directly reduces the volume of waste oil your facility generates and lowers your overall carbon footprint. Industry data suggests that 80% of hydraulic failures are contamination-related; therefore, stopping water at the source is the most eco-friendly decision a manager can make.
Hardware Upgrades for Moisture Control
Technical enhancements to the hydraulic circuit provide permanent protection. Installing water-removal filter elements in the return line ensures that any moisture introduced during operation is captured before it settles. Stainless steel reservoirs are another effective upgrade, as they resist the internal rust that follows condensation cycles. For moisture-sensitive applications, selecting high-quality Swift Filters provides the precision required to maintain target ISO 4406 cleanliness codes. While knowing how to remove water from hydraulic oil after a leak is essential, these hardware upgrades prevent the crisis from occurring in the first place.
Establishing a Routine Sampling Program
Reliability depends on consistent data. A structured sampling program should be scheduled based on the criticality of the equipment. For high-stakes mining or manufacturing assets, monthly analysis is standard. This allows staff to identify early warning signs, such as slight haziness or changes in dielectric strength, before total system failure. Training your team to use patch test kits ensures that water ingress is treated as an urgent technical anomaly. This disciplined approach aligns with Australian regulatory standards and ensures your lubrication strategy remains robust and cost-effective.
Secure Your Industrial Assets with Advanced Purification
Water contamination compromises the lubricity and compressibility of hydraulic fluids, leading to accelerated component wear and unexpected system failure. Mastering how to remove water from hydraulic oil through methods like vacuum dehydration ensures your critical machinery maintains peak performance. It’s a strategic shift from reactive oil changes to proactive purification that helps Australian operators reduce environmental impact and operational costs. By removing 100% of free and emulsified water and up to 90% of dissolved water, you protect the long-term health of your pumps and valves.
BioKem serves as the sole Australian distributor for Filters S.p.A. and Swift Filters, providing world-class technology to the local market. Our specialist onsite technical interventions target critical industrial assets to deliver proven results in reducing unscheduled downtime. We’ll help you meet Australian regulatory standards while championing a sustainable approach to fluid management. Don’t wait for a breakdown to address fluid health; start protecting your infrastructure now.
Restore your oil reliability today. Explore BioKem’s Vacuum Dehydration and Hire Services
Effective fluid management is the foundation of a resilient industrial operation.
Frequently Asked Questions
How can I tell if there is water in my hydraulic oil without a lab test?
You can identify moisture through a visual inspection or a simple crackle test. If the oil appears milky or opaque, it’s likely contaminated with water above 500 parts per million (ppm). A crackle test involves placing a drop of oil on a hot plate set to 160°C. If the oil bubbles or sputters, moisture is present. While these methods confirm presence, they don’t replace precision laboratory analysis for exact saturation levels.
Is it possible to “cook” water out of hydraulic oil by heating it?
Heating oil to “cook” out water is inefficient and risks thermal degradation of the lubricant. Raising temperatures above 60°C accelerates oxidation and can deplete critical additive packages. While some moisture evaporates at lower temperatures, it doesn’t effectively address emulsified or dissolved water. Professional purification methods like vacuum dehydration are safer alternatives that preserve the chemical integrity of the hydrocarbons without risking fires or fluid breakdown.
What is the difference between free water and dissolved water in oil?
Dissolved water is chemically bonded to the oil molecules and remains invisible to the naked eye. Once the oil reaches its saturation point, typically between 200 and 600 ppm depending on the fluid type, it releases free water. This free water settles at the bottom of the reservoir or forms an emulsion. Understanding these states is vital when determining how to remove water from hydraulic oil effectively using specialized separation equipment.
Can I still run my hydraulic system if the oil is slightly cloudy?
You shouldn’t operate machinery with cloudy oil because it indicates moisture levels exceeding the fluid’s saturation point. This contamination causes loss of lubricity, leading to a 50% reduction in component life for bearings and pumps. Cloudy fluid also triggers corrosion and valve sticking. Immediate intervention is required to prevent catastrophic mechanical failure and ensure compliance with Australian ISO 4406 cleanliness standards for industrial hydraulic systems.
How much water is considered “too much” for an industrial hydraulic system?
Most industrial systems require water levels to remain below 200 ppm to ensure optimal performance and longevity. High-pressure systems operating above 2,000 psi often need levels as low as 100 ppm. When moisture exceeds these thresholds, it compromises the fluid’s dielectric strength and load-carrying capacity. Maintaining these strict limits reduces the environmental impact of frequent oil changes and lowers overall waste production in your facility.
Will standard hydraulic filters remove water from the oil?
Standard particulate filters won’t remove water from hydraulic oil unless they’re specifically designed with super-absorbent polymers. Typical 10-micron filters capture solid contaminants like metal shavings or dust but allow water molecules to pass through. To address moisture, you need specialized water-removing elements or bypass filtration systems. These eco-friendly solutions help extend the life of your lubricants by maintaining a dry environment within the hydraulic circuit.
How long does it take to remove water using a vacuum dehydrator?
A vacuum dehydrator typically removes 80% to 90% of water within 24 to 48 hours of continuous operation on a 1,000-litre reservoir. The exact duration depends on the initial moisture concentration and the oil’s temperature. These units are highly efficient because they remove dissolved, emulsified, and free water simultaneously. This process provides a sustainable way to restore fluid quality without the need for total oil replacement or hazardous chemical additives.
Does water in hydraulic oil cause the oil to change color?
Water contamination causes hydraulic oil to turn a milky, hazy, or opaque cream color. This visual shift occurs when water emulsifies with the oil, reflecting light differently than clear lubricant. If left untreated, the water facilitates oxidation, which eventually turns the oil a dark brown or black shade. Monitoring these color changes is a practical first step in learning how to remove water from hydraulic oil before internal components suffer permanent corrosive damage.