
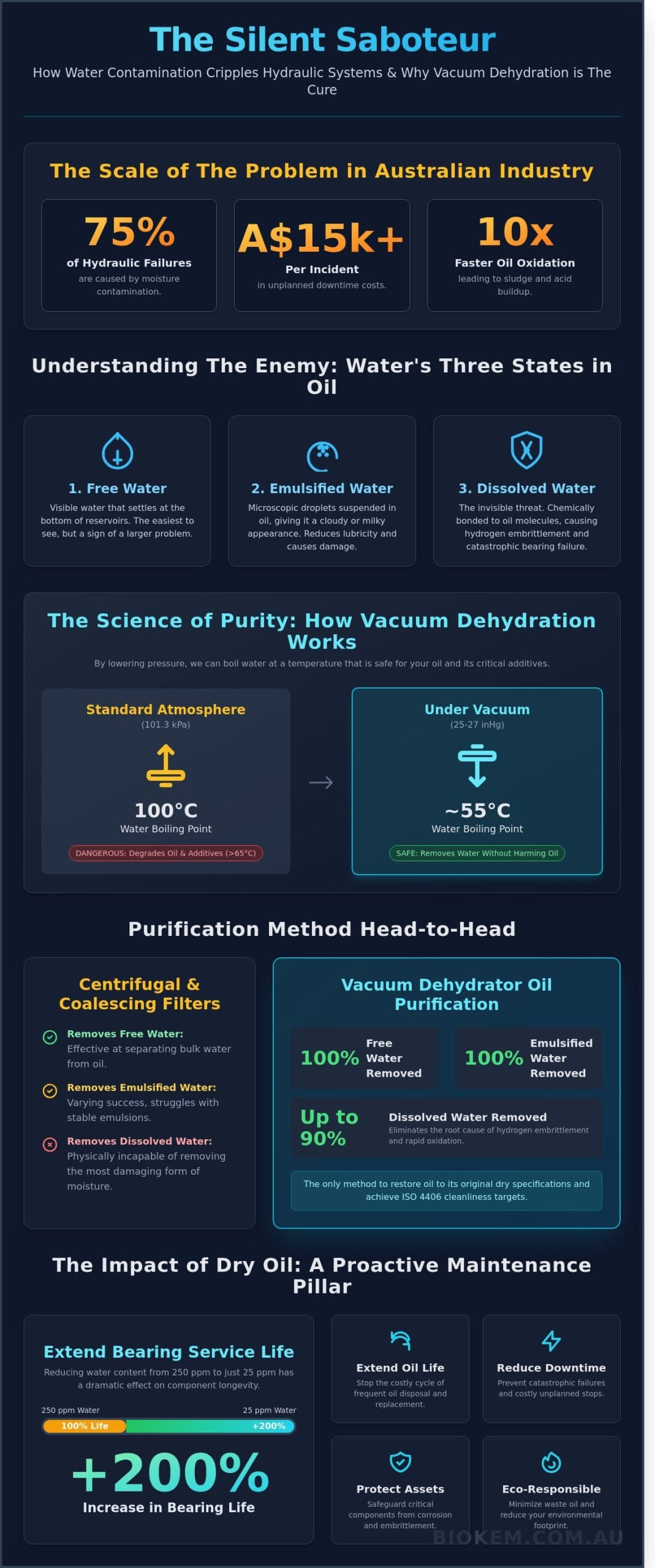
Did you know that moisture contamination accounts for roughly 75% of all hydraulic component failures in Australian industrial environments? In a standard 2,000-litre system, even a minor increase in water can lead to hydrogen embrittlement and catastrophic bearing failure, often resulting in unplanned downtime costs exceeding A$15,000 per incident. You’re likely searching for a way to stop the recurring cycle of oil disposal and the high costs of frequent lubricant replacements. Implementing vacuum dehydrator oil purification is the most effective method to reclaim your fluid’s integrity and protect your capital investment.
It’s a challenge we understand well. This guide explains how this professional purification process removes 100% of free and emulsified water and up to 90% of dissolved moisture without damaging the oil’s essential chemistry. By adopting these methods, you’ll achieve your ISO 4406 cleanliness targets and significantly extend the interval between oil changes. We’ll examine the technical mechanics of moisture removal and show you how to eliminate varnish precursors to ensure your Australian operations remain both efficient and environmentally responsible.
Key Takeaways
- Learn how to safeguard critical industrial assets by removing 100% of free and emulsified water and up to 90% of dissolved moisture without compromising lubricant chemistry.
- Understand the technical principles of flash distillation and mass transfer that make vacuum dehydrator oil purification the superior choice for maintaining fluid integrity.
- Compare the performance of vacuum dehydration against centrifugal separators and coalescing filters to identify the most efficient solution for high-viscosity or detergent-heavy oils.
- Discover how to utilize professional oil analysis to establish baseline moisture levels and implement precise dryness targets aligned with Australian industrial standards.
- Explore BioKem’s 2026 fleet of high-performance equipment hire options and the strategic advantages of onsite technical intervention for complex contamination challenges.
Understanding the Threat: Why Water Contamination Requires Vacuum Dehydration
Water is the second most destructive lubricant contaminant after particulate matter. It compromises the structural integrity of the oil and the mechanical surfaces it’s designed to protect. Vacuum dehydrator oil purification serves as a sophisticated low-temperature distillation process. By creating a vacuum, the boiling point of water is lowered to approximately 50°C to 60°C. This allows for the efficient removal of moisture without risking thermal degradation of the oil or the depletion of heat-sensitive additives. It’s a precise method that ensures the lubricant remains chemically stable while achieving extreme dryness levels.
Moisture exists in three distinct states within industrial lubricants:
- Free water: This is visible, bulk water that settles at the bottom of a reservoir or tank.
- Emulsified water: These are microscopic droplets suspended in the oil, typically giving the fluid a cloudy or milky appearance.
- Dissolved water: This is moisture chemically bonded to the oil molecules. It’s invisible to the naked eye, much like humidity in the air.
While traditional centrifugal separators and high-efficiency particulate filters manage free and emulsified water with varying degrees of success, they’re physically incapable of addressing dissolved water. This invisible threat requires the phase-change technology found in vacuum dehydrator oil purification to restore the oil to its original specifications.
The Hidden Danger of Dissolved Water
The saturation point defines the maximum amount of dissolved water an oil can hold before it transitions into an emulsified state. This threshold isn’t static; it fluctuates significantly with temperature changes. As oil cools during a shutdown, dissolved water often precipitates into a free state, leading to immediate corrosion. Dissolved moisture is particularly dangerous because it facilitates hydrogen embrittlement. This process forces hydrogen atoms into the crystalline structure of bearing steel, causing subsurface cracks and premature fatigue. High moisture levels can also accelerate oil oxidation rates by a factor of 10, leading to rapid sludge formation and acidic byproduct buildup.
Impact on Industrial Asset Longevity
Controlling moisture is a fundamental pillar of a proactive maintenance strategy for long-term reliability. In the Australian landscape, where mining operations in the Pilbara or power generation plants in the Latrobe Valley face extreme ambient conditions, moisture ingress is an ever-present risk. The correlation between dryness and component life is stark. Engineering data indicates that reducing water content from 250 ppm to 25 ppm can extend the service life of a rolling element bearing by 200% or more. By maintaining oil in a “super-dry” state, operators significantly reduce the frequency of component replacements and the environmental impact of disposing of degraded lubricants.
How Vacuum Dehydrators Work: The Science of Flash Distillation
At its core, vacuum dehydrator oil purification relies on the laws of thermodynamics to remove water without damaging the lubricant’s molecular structure. Under standard atmospheric pressure at sea level (101.3 kPa), water boils at 100°C. However, industrial oils often lose their additive stability or begin to oxidise if heated above 65°C. To solve this, vacuum dehydration utilizes a process chamber where the internal pressure is dropped to approximately 25 to 27 inches of Hg. This reduction in pressure lowers the boiling point of water to roughly 45°C to 55°C, allowing moisture to vaporise while the oil remains safely below its thermal degradation threshold.
The efficiency of this system depends on mass transfer. Inside the vacuum chamber, oil isn’t just sitting in a tank; it’s distributed over high-surface-area dispersion media. These internal components, often referred to as coalescing elements or dispersion rings, force the oil into thin films or droplets. This maximizes the interface between the oil and the vacuum, ensuring water molecules have the shortest possible path to the surface to escape as vapour. BioKem’s systems maintain a strict temperature control between 50°C and 60°C. This specific range ensures the oil is thin enough for rapid moisture release but cool enough to preserve the chemical integrity of the base stock and its complex additive packages.
The Vacuum Dehydration Circuit
The purification process follows a logical, closed-loop sequence to ensure maximum moisture extraction and safety:
- Inlet and Heating: An inlet pump draws contaminated oil through a low-watt-density heater, raising the temperature to the optimal 55°C set point.
- The Vacuum Chamber: Heated oil enters the chamber and spreads across the dispersion media. The vacuum instantly “flashes” the water into steam.
- Condensation: A high-efficiency condenser captures the steam and gases, turning them back into liquid water for easy drainage.
- Discharge: The dry oil is pumped out of the chamber, often passing through a final stage of high-precision filtration.
BioKem utilizes Filters S.p.A. technology to achieve superior air-to-oil separation within this circuit. This advanced engineering ensures that even in high-humidity environments across Australia, the vacuum remains stable and the oil discharge remains consistently clear.
Degassing and Particulate Removal
Flash distillation in oil purification is the rapid vaporisation of water and volatile contaminants by exposing heated oil to a vacuum environment, effectively separating liquids based on their unique boiling points. Beyond removing liquid and dissolved water, this vacuum process is highly effective at degassing. It pulls entrained air and combustible gases like methane or ethylene out of the oil, which is critical for maintaining the dielectric strength of transformer oils or the compressibility of hydraulic fluids.
While the vacuum handles the moisture, the system must also address solid contaminants. Post-vacuum particulate filtration is essential to meet stringent ISO 4406 cleanliness codes, such as 16/14/11. Removing the water first makes this filtration more effective, as it prevents the filter media from swelling or blinding due to moisture saturation. For operators managing critical machinery, implementing hot oil flushing and filtering alongside vacuum dehydration provides a comprehensive solution for both chemical and physical oil health.
Vacuum Dehydration vs. Alternative Purification Methods
Selecting the right technology for oil maintenance requires understanding the specific state of water contamination. While centrifugal separators effectively manage high-volume free water ingress, they often fail to remove emulsified or dissolved moisture. Vacuum dehydrator oil purification excels here by addressing all three phases of water. Centrifuges rely on density differences, which becomes problematic when oil and water have formed a stable emulsion. In contrast, vacuum systems lower the boiling point of water, allowing it to evaporate at temperatures that don’t thermally degrade the lubricant.
Coalescing filters present another alternative, but their performance drops significantly in oils with high viscosity or heavy detergent packages. Detergents reduce interfacial tension, causing water droplets to pass through coalescing media rather than merging. For Australian industrial operators managing ISO VG 460 or 680 gear oils, vacuum dehydration remains the only reliable method to achieve dry oil. While absorbent “water-removal” filters are suitable for small systems under 50 litres, the cost of replacement elements makes them commercially unviable for large reservoirs where moisture ingress is a recurring issue.
A common industry myth suggests that vacuum dehydration strips essential additives. This is technically inaccurate. Most oil additives, such as anti-wear agents or rust inhibitors, have much lower vapor pressures than water. When operated within standard parameters, typically 50°C to 60°C, the process removes only water and entrained gases without compromising the chemical integrity of the lubricant. This ensures the oil’s protective properties remain intact while removing the catalysts for oxidation and corrosion.
Performance Comparison Matrix
Efficiency is the primary differentiator between these technologies. Vacuum dehydration consistently achieves moisture levels below 100 PPM, whereas centrifugal systems often struggle to reach the saturation point of the oil, typically around 200 to 500 PPM. While centrifuges require significant energy to maintain high rotational speeds, modern vacuum units offer a more sustainable, lower-energy footprint for long-term polishing. This precision makes vacuum technology the preferred choice for EHC fluid maintenance in power plants, where even trace moisture can trigger rapid fluid hydrolysis and acid formation.
When to Choose a Dehydrator
Dehydration is essential when target moisture levels must stay below 100 PPM or when oil has become milky and emulsified. These situations often occur in steam turbine systems or large hydraulic presses where cooling leaks are common. For critical assets, the synergy between dehydration and varnish removal systems ensures both moisture and soft contaminants are managed simultaneously. This integrated approach can extend component life by up to 250 percent in high-demand environments, providing a clear return on investment compared to frequent oil changes.
Implementation Guide: Monitoring and Maintaining Oil Dryness
Successful vacuum dehydrator oil purification requires more than just turning on the machine; it demands a structured methodology to ensure the fluid reaches its optimal dielectric or lubricating state. You’ll first need to establish a baseline by conducting a professional oil analysis. This initial data point identifies the starting water concentration and the presence of wear metals or microbial growth. From there, you’ll set target dryness levels based on your equipment manufacturer’s specifications. For most high-pressure hydraulic systems in Australia, this often means aiming for a moisture content below 100 PPM.
To achieve efficient dehydration without stressing the system, select a flow rate that circulates 10-20% of the total reservoir volume per hour. If you’re managing a 5,000L turbine reservoir, a flow rate of 500 to 1,000 LPH is ideal. You’ll monitor this progress through constant sampling until the system reaches a stable dry state. This meticulous approach ensures vacuum dehydrator oil purification delivers long-term reliability for critical assets.
Essential Monitoring Tools
Real-time data is vital for managing fluid health. Utilising particle counters and moisture sensors allows technicians to track the removal of both water and solid contaminants as it happens. While sensors provide digital readouts, you should also use patch test kits to visually verify particulate cleanliness and identify the nature of the debris. It’s critical to understand the difference between PPM (parts per million), which measures the absolute volume of water, and percentage saturation, which indicates how close the oil is to its “cloud point” where free water begins to form.
Common Operational Pitfalls
Maintaining the integrity of the oil’s chemistry is just as important as removing water. Avoid overheating the oil during the process; temperatures should generally stay below 60°C to prevent the thermal degradation of vital additives. In high-detergent oils, such as those used in heavy engine applications, high vacuum levels can cause excessive foaming. You’ll need to monitor the sight glass and adjust vacuum pressure to manage this. Regular filter element changes are also mandatory during the dehydration process. As water is removed, suspended solids are often released and can quickly plug filters, leading to bypass events if they aren’t replaced promptly.
Establish your fluid baseline today. Request a professional oil analysis and condition report to begin your purification program.
BioKem Solutions: Specialist Equipment Hire and Services in 2026
BioKem Solutions maintains a specialized fleet of mobile units designed for the rigorous demands of 2026 industrial operations. These systems provide a sophisticated approach to vacuum dehydrator oil purification, ensuring that water contamination doesn’t compromise your machinery’s integrity. Australian environments, particularly in the humid northern regions or the dusty Pilbara, present unique challenges for oil health. BioKem’s equipment is tailored to these conditions, delivering consistent results where standard off-the-shelf units often fail.
BioKem doesn’t just provide hardware. They integrate dehydration into a comprehensive fluid management strategy. This involves treating lubricants as critical assets that require constant monitoring and purification. By maintaining oil in a “super-dry” state, facilities can extend the service life of their fluids by up to 300%. This significantly reduces the environmental footprint of the operation. It’s a shift from the traditional “dump and fill” mentality toward a more sustainable, circular economy approach for industrial lubricants.
Equipment Hire vs. Service Deployment
Deciding whether to hire equipment or request a full service depends on your site’s specific needs. Equipment hire is an effective solution for long-term moisture management, especially where chronic ingress is a known factor. As the Australian distributor for oil filtration systems, BioKem provides access to high-tier technology for internal teams. Conversely, service deployment is better for rapid emergency response. When a critical system failure occurs, BioKem sends technicians to perform high-speed dehydration, often saving A$100,000 or more in potential oil replacement and downtime costs.
The BioKem Advantage
BioKem’s expertise extends to the most complex industrial systems, including power generation turbines, EHC units, and massive hydraulic circuits. These systems are sensitive to even minute levels of moisture. BioKem technicians utilize vacuum dehydrator oil purification to stabilize these systems, focusing on extending the life of existing resources. This commitment to sustainable “green” solutions helps companies meet modern ESG targets. By reducing waste and improving efficiency, BioKem acts as a reliable partner in industrial reliability. For those seeking to optimize their systems, BioKem offers technical consultations and specific equipment hire quotes to suit any scale of operation.
Securing Asset Longevity Through Precision Dehydration
Effective moisture management is the difference between seamless operation and multi-million dollar equipment failure. By utilizing flash distillation, operators can remove 100% of free and emulsified water and up to 90% of dissolved moisture. This precision maintains the chemical integrity of your lubricants, especially in sensitive turbine and EHC systems where even 500 ppm of water triggers rapid acid formation. Implementing a consistent vacuum dehydrator oil purification strategy ensures your facility meets ISO 4406 cleanliness standards while reducing waste oil disposal by 60%.
BioKem serves as the sole Australian distributor for Filters S.p.A. technology, providing the technical expertise required for complex fluid maintenance. Our team’s national emergency response capability means critical contamination won’t result in prolonged downtime for your site. We specialize in EHC fluid recovery and turbine lubrication health, delivering technical solutions that align with modern Australian environmental standards. Don’t leave your infrastructure’s health to chance when specialized equipment hire is readily available across the country.
Request a quote for Vacuum Dehydration equipment hire or onsite service
Your plant’s reliability starts with clean, dry oil.
Frequently Asked Questions
How much water can a vacuum dehydrator actually remove?
Vacuum dehydrators remove 100% of free and emulsified water and approximately 90% of dissolved water from industrial lubricants. This process allows operators to reach moisture levels as low as 50 parts per million (ppm), which is well below the saturation point of most mineral oils. By maintaining these precise levels, you prevent the chemical breakdown of the oil and can extend the service life of critical components by up to 200%.
Is vacuum dehydration safe for all types of industrial oils?
Vacuum dehydration is safe for most industrial lubricants, including mineral-based oils, synthetics, and hydraulic fluids. The process operates at controlled temperatures, typically between 45°C and 60°C, to ensure the oil’s additive package remains intact while effectively boiling off moisture. This temperature range complies with Australian standard AS 1883.1 for oil maintenance, ensuring the fluid’s chemical integrity isn’t compromised by thermal stress or oxidation.
How long does the vacuum dehydration process typically take?
The duration depends on the reservoir volume and the initial water concentration, but a standard 2,000-litre system typically requires 24 to 48 hours to reach target ppm levels. If the oil is heavily emulsified with over 5% water content, the initial passes take longer to stabilize. Vacuum dehydrator oil purification systems are designed for continuous operation, allowing the process to run until the moisture level drops below the 100 ppm threshold.
What is the difference between a vacuum dehydrator and a centrifugal separator?
Centrifugal separators use high-speed rotation to remove free water and heavy solids, while vacuum dehydrators use low pressure to extract dissolved and emulsified moisture. While a centrifuge is effective for bulk water removal, it can’t remove water that’s chemically bonded with the oil. Vacuum systems are superior for high-precision applications because they address all three states of water, ensuring the oil meets strict ISO 4406 cleanliness requirements.
Can a vacuum dehydrator remove gases as well as water?
Yes, vacuum dehydrators effectively remove entrained air and dissolved gases such as hydrogen, methane, and ethylene. The vacuum chamber lowers the boiling point of these gases, allowing them to expand and escape the oil medium. This degassing capability prevents cavitation in pumps and reduces the rate of oxidative oil degradation, which is a primary cause of varnish formation in Australian power generation and mining machinery.
Do I need to shut down my equipment during the dehydration process?
You don’t need to shut down your machinery because vacuum dehydrators operate on a kidney loop configuration while the equipment remains online. The system draws oil from the reservoir, processes it, and returns the purified fluid without interrupting standard production workflows. This approach eliminates the high costs associated with downtime, which can exceed A$10,000 per hour in heavy industrial sectors like mining or manufacturing.
What are the signs that my oil needs vacuum dehydration?
A milky or cloudy appearance is the most visible sign that your oil has exceeded its saturation point, typically around 200 to 500 ppm for mineral oils. You should also monitor laboratory oil analysis reports for a 15% increase in viscosity or the presence of iron particles above 20 ppm, which indicates water-induced corrosion. If your moisture sensors trigger an alarm at 70% relative humidity, it’s time to initiate vacuum dehydrator oil purification to prevent permanent component damage.
How often should I perform vacuum dehydration on my systems?
Most Australian industrial sites perform vacuum dehydration based on quarterly oil analysis results rather than a fixed calendar schedule. For systems operating in high-humidity environments or those with known seal issues, a bi-annual purification cycle is recommended to maintain moisture levels below 100 ppm. Consistent monitoring helps you avoid the A$50,000 cost of a full oil change and ensures compliance with environmental sustainability goals by extending fluid life.