
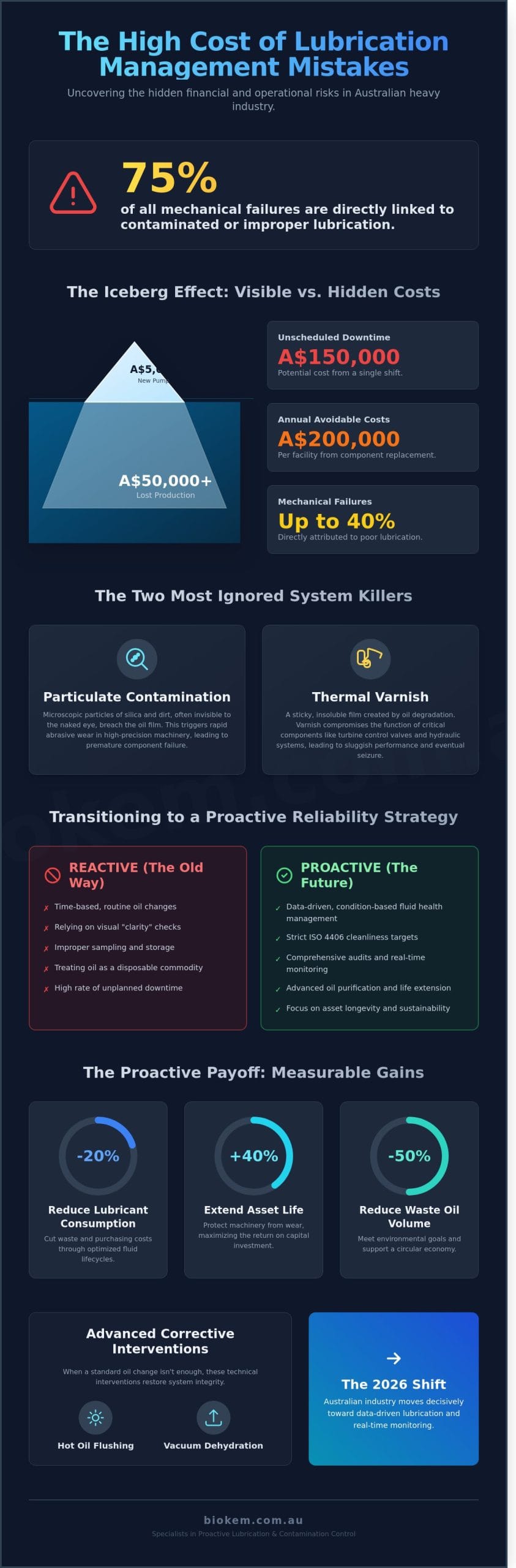
Did you know that 75% of all mechanical failures are directly linked to contaminated or improper lubrication? In the relentless 45 degree heat of the Pilbara or the high particulate environments of Central Queensland, common lubrication management mistakes can escalate from minor oversights to A$150,000 unscheduled downtime events in a single shift. You likely recognize that keeping your fleet operational in Australia’s unforgiving climate requires more than a standard maintenance schedule. It demands a technical precision that traditional methods often lack, especially when dealing with the high cost of premature component wear.
We’ll show you how to identify these costly errors and implement rectifications that align with ISO 4406 cleanliness standards. By the end of this article, you’ll understand how to reduce lubricant consumption by 20% and extend asset life by up to 40% through ecologically sound practices. We will examine the transition from reactive oil changes to a proactive, nature based contamination control strategy that protects both your bottom line and the local ecosystem.
Key Takeaways
- Understand the financial reality of poor lubrication, which accounts for up to 40% of mechanical failures, and learn to transition from reactive maintenance to a proactive reliability strategy.
- Identify the “invisible killers” of industrial systems, including particulate contamination and thermal varnish that compromise turbine control valves and hydraulic components.
- Rectify common lubrication management mistakes in sampling and storage that lead to misleading data and cross-contamination within harsh Australian mining environments.
- Establish a reliability-centered program by implementing strict ISO cleanliness targets and conducting comprehensive audits for all critical industrial assets.
- Discover why advanced corrective interventions, such as hot oil flushing and vacuum dehydration, are essential for restoring system integrity when a standard oil change is insufficient.
The Hidden Impact of Lubrication Management Mistakes on Industrial Reliability
Most Australian maintenance managers view oil changes as a routine chore. This perspective is a liability. True lubrication management is a proactive reliability strategy rather than a reactive maintenance task. It requires a shift from simply replacing fluids to maintaining the chemical and physical integrity of the lubricant throughout its entire lifecycle. Research indicates that poor lubrication accounts for up to 40% of all mechanical failures. In a high-stakes Australian mining or manufacturing environment, these lubrication management mistakes can cost a single facility over A$200,000 annually in avoidable component replacements and unplanned downtime.
By 2026, Australian industry will move decisively toward data-driven lubrication and real-time monitoring. The era of manual “check and fill” is ending. Modern facilities are distinguishing between basic oil changes and comprehensive fluid health management. This involves analyzing wear debris, monitoring oxidation levels, and ensuring that every drop of oil meets specific cleanliness targets before it ever enters a machine. Lubrication management is the systematic control of friction, wear, and contamination to ensure asset longevity.
To better understand the financial risks involved, watch this breakdown of high-cost errors:
The Anatomy of a Lubrication Failure
Small oversights in oil health lead to catastrophic bearing and seal failures. A microscopic particle of silica, often invisible to the naked eye, can breach an oil film and trigger abrasive wear. This process accelerates rapidly in high-precision machinery. Traditional time-based lubrication schedules are failing because they don’t account for the actual condition of the fluid or the environment. Many operators fall into the trap of the “Iceberg Effect.” The visible costs are the A$5,000 spent on a new pump; the hidden costs are the A$50,000 lost in production during the three days the plant was offline. Relying on outdated schedules is one of the most frequent lubrication management mistakes observed in older Australian plants.
Regulatory and Environmental Pressures in Australia
Australian environmental standards are becoming increasingly stringent regarding waste disposal and resource recovery. Facilities must align their lubrication programs with national sustainability goals to avoid heavy penalties. BioKem Oil Services plays a vital role here by helping companies reduce waste through advanced oil life extension and purification. Instead of disposing of thousands of litres of hydraulic fluid, purification allows for the continuous reuse of the base stock.
Applying the fundamental principles of lubrication allows engineers to move away from a “disposable” mindset. This transition supports a circular economy and significantly reduces the carbon footprint of heavy industrial operations. By focusing on contamination control and fluid chemistry, BioKem Oil Services enables Australian businesses to meet environmental benchmarks while simultaneously improving asset reliability. This dual focus on ecology and efficiency is the hallmark of a modern, world-class maintenance department.
- Financial Impact: Up to 40% of mechanical failures are lubrication-related.
- The Iceberg Effect: Hidden production losses often outweigh repair costs by a factor of ten.
- The 2026 Shift: Transitioning from manual checks to real-time, data-driven fluid monitoring.
- Sustainability: Oil purification can reduce industrial waste oil volume by over 50% in specific applications.
Contamination and Varnish: The Two Most Ignored System Killers
One of the most expensive lubrication management mistakes is assuming oil is healthy just because it appears clear to the naked eye. Human vision is limited to detecting particles roughly 40 microns or larger. However, 82% of mechanical wear is caused by silt sized particles in the 2 to 15 micron range. These microscopic abrasives act like liquid sandpaper, grinding down tight tolerance components in hydraulic pumps and servo valves long before a technician notices a change in oil colour.
Understanding ISO 4406 Cleanliness Codes
Reliability teams must move beyond visual inspections and adopt the ISO 4406 standard. This three number code represents the quantity of particles at 4µm, 6µm, and 14µm per millilitre of fluid. For example, a code of 18/16/13 contains significantly more debris than a 15/13/10. In Australian industrial environments, high ambient dust and humidity make achieving these targets difficult without sealed systems. Setting target levels based on asset criticality is vital; a critical turbine requires far stricter controls than a simple gearbox.
The Varnish Cycle in High-Temperature Systems
While particulate contamination is often external, varnish is an internal byproduct of chemical degradation. When oil faces extreme thermal stress, typically exceeding 60°C, the molecular structure of the base oil and additives begins to break down. This oxidation process creates polar, soft contaminants that remain dissolved in hot oil. As the fluid cools or experiences pressure drops, these precursors precipitate out of the solution, coating internal surfaces in a sticky, brown film.
The consequences of varnish are immediate and severe. It causes turbine control valves to stick, leads to erratic actuator operation, and creates an insulating layer on heat exchangers that drives operating temperatures even higher. Avoiding these lubrication management mistakes requires a shift in how we handle oil changes. A standard oil drain and refill is rarely enough. Between 10% and 15% of the old, degraded oil remains trapped in dead legs and on internal surfaces. This residual varnish immediately contaminates the new charge, accelerating the degradation of fresh additives.
Standard mechanical filters are designed to catch hard particles, but they are almost entirely ineffective against sub-micron varnish precursors. Effective mitigation requires specialised technology. Integrating varnish removal systems into your maintenance rotation allows for the continuous extraction of these soft contaminants before they can solidify on critical components. These systems use kidney loop configurations to polish the oil, ensuring the fluid remains chemically stable over a longer lifecycle.
Maintaining system health in harsh Australian conditions requires more than just a reactive approach to filtration. It demands a biological and technical understanding of how fluids age under pressure. If you are seeing rising operating temperatures or sluggish valve response, it’s time to consider optimising fluid life through advanced decontamination strategies. Clean oil isn’t just a preference; it’s a fundamental requirement for operational uptime and environmental responsibility.
Operational Errors in Oil Sampling and Storage
Oil analysis serves as the heartbeat of a predictive maintenance strategy; however, its value depends entirely on the integrity of the fluid collected. One of the most frequent lubrication management mistakes involves treating sampling as a secondary task rather than a precision procedure. When technicians collect samples from stagnant areas, the resulting laboratory data reflects localized debris rather than the actual health of the machine. This leads to “false positives” that trigger unnecessary maintenance actions, often costing Australian mining operations upwards of A$12,500 in lost productivity per incident due to unwarranted downtime.
The Australian environment presents unique challenges for fluid integrity that standard global protocols often overlook. In regions like the Pilbara or the Bowen Basin, airborne particulate matter frequently exceeds 50 micrograms per cubic metre. If a sample bottle remains open for even thirty seconds in these conditions, the ISO 4406 particle count can jump two codes, rendering the report inaccurate. Using incorrect hardware, such as non-vacuum-sealed tubing or low-quality plastic valves, introduces external polymers into the fluid. This invalidates the laboratory’s spectroscopic results and forces a costly re-sampling process that delays critical maintenance decisions. Understanding how to take an oil sample with professional precision eliminates these costly errors and ensures accurate data for critical maintenance decisions.
To bridge the gap between field observations and laboratory results, many sites now utilize patch test kits for immediate onsite visual confirmation of contamination. This allows for rapid decision-making before a formal lab report returns from a metropolitan facility. It’s a practical way to confirm if a system requires immediate filtration or if the perceived contamination is simply a result of a sampling error. By identifying large wear particles or sludge buildup in real-time, operators can prevent 82% of mechanical wear failures before they escalate into catastrophic events.
Sampling Point Pitfalls
Sampling from “dead legs” or the very bottom of a reservoir is a critical error that provides a skewed perspective of fluid health. These zones collect settled contaminants, heavy metals, and moisture that don’t circulate through the active system. Technicians should always sample from active flow zones, such as a primary return line or a dedicated sampling port located after the pump but before the filter. This ensures the fluid represents the “work zone” health. Always flush the sampling valve with at least 500ml of fluid before capturing the final sample to clear any residual atmospheric debris.
Storage and Handling Best Practices
Storage conditions often dictate the lifespan of a lubricant before it even enters the machine. Leaving 205-litre drums exposed to the Australian sun causes “thermal breathing,” where the air inside the drum expands and contracts. This cycle pulls moisture directly through the bungs, leading to water concentrations that exceed 200 ppm in less than a month. Implementing a color-coded labeling system prevents the catastrophic mixing of incompatible chemistries, such as mixing mineral oils with synthetic esters. Additionally, installing desiccant breathers on all bulk tanks is essential in humid coastal regions to stop moisture ingress and microbial growth before it starts.
Building a Reliability-Centered Lubrication Program
Establishing a Reliability-Centered Lubrication (RCL) program isn’t an optional upgrade. It’s a fundamental requirement for operational stability. Most lubrication management mistakes stem from a lack of standardisation. To correct this, follow a five-step implementation path that prioritises precision and data over guesswork. This structured approach ensures that every mechanical intervention serves a specific reliability goal.
- Step 1: Audit all assets. Conduct a comprehensive audit of 100% of critical assets. You must document specific lubricant requirements, environmental stressors, and current failure modes for every gearbox, pump, and motor on site.
- Step 2: Set ISO targets. Establish strict ISO 4406 cleanliness targets and moisture limits for every system. For high-pressure hydraulic systems, aim for an ISO 16/14/11 target. Moisture should remain below 200 ppm to prevent additive washout and hydrogen embrittlement.
- Step 3: Precision training. Train personnel on precision application. Use dedicated, colour-coded handling equipment to eliminate cross-contamination. This ensures the wrong grease never enters a high-speed bearing.
- Step 4: Tiered oil analysis. Implement a tiered oil analysis program. This must include filter ferrogram analysis to identify specific wear modes, such as cutting wear or spherical particles, which standard spectroscopy often misses.
- Step 5: Data-driven reviews. Review and adjust the program based on quarterly reliability data. If a specific asset class shows recurring contamination, adjust the sealing or filtration strategy immediately.
Transitioning from Reactive to Proactive
Moving away from “run to failure” models reduces maintenance costs by an average of 30% according to 2023 industry benchmarks. It requires replacing “tribology tribal knowledge” with documented, procedure-driven lubrication. When individual operators apply grease based on “feel” rather than calculated volumes, consistency dies. Implementing digital tracking for all lubrication tasks ensures accountability. It creates a verifiable data trail confirming the right lubricant reached the right point at the right time. This transition stops the cycle of constant fire-fighting and allows teams to focus on root-cause elimination.
The Role of Advanced Oil Analysis
A robust program looks beyond simple viscosity. It tracks Total Acid Number (TAN), oxidation levels, and wear debris to build a historical trend. This data allows for the prediction of component failures up to six months before they occur. Oil analysis is the “blood test” for industrial machinery, revealing internal health issues before they manifest as physical symptoms. By identifying microscopic particles early, you prevent a A$50,000 gearbox replacement through a simple A$500 oil flushing service. This proactive monitoring is the only way to guarantee the long-term ecological health and efficiency of your plant.
Stop reacting to equipment failure and start managing your assets with scientific precision. Partner with Biokem to implement a reliability-centered program today.
Corrective Technical Interventions: Resetting Your System
Treating the symptoms of contaminated oil while ignoring the internal state of the machinery is one of the costliest lubrication management mistakes an operation can make. Replacing oil in a fouled system is like putting fresh water into a dirty tank; the new fluid is compromised almost immediately. When particulate counts remain high despite frequent filter changes, or when varnish starts to cause valve stiction, you need a technical reset. This involves moving beyond basic maintenance into specialized hot oil flushing and purification techniques that address the root cause of systemic failure.
The Science of Hot Oil Flushing
Effective system cleaning requires more than just moving fluid. It demands turbulent flow. BioKem engineers systems to achieve a Reynolds number greater than 4,000, ensuring the fluid moves with enough velocity to scrub the internal walls of pipes and reservoirs. Standard system pumps typically operate in a laminar flow regime, which allows contaminants to settle in low-velocity areas. By using external high-flow pump skids, we dislodge these particles. This is essential during the commissioning of new plant equipment or after a major component failure. Without this intervention, residual debris can cause a secondary failure within the first 100 hours of operation, a common outcome for sites that skip professional flushing.
Vacuum Dehydration vs. Centrifugation
Water exists in oil in three states: free, emulsified, and dissolved. While a centrifuge can spin out free water, it’s often powerless against dissolved moisture. BioKem utilizes vacuum dehydration units that create a vacuum to boil off water at temperatures as low as 45°C. This prevents thermal degradation of the oil while achieving moisture levels below 50 ppm. This precision is critical for phosphate esters and EHC fluids used in power generation. High moisture leads to hydrolysis, which spikes the Total Acid Number (TAN) and destroys the fluid’s lubricating properties. Our onsite deployment model delivers refinery-grade results without the need to transport thousands of litres of oil offsite, saving Australian operators up to A$15,000 in logistics and replacement costs per major service.
BioKem’s approach combines this high-end hardware with deep technical expertise. For heat transfer systems, we don’t just flush; we use targeted chemical cleaning to break down carbon baked onto heater tubes. Restoring these surfaces can improve heat transfer efficiency by 12% to 18%, significantly lowering fuel costs. We align our processes with local Australian regulatory frameworks, ensuring that all waste is managed according to environmental protection standards. By choosing a technical intervention over a simple oil change, you stop the cycle of lubrication management mistakes and give your assets a clean slate for the next production cycle.
Securing Industrial Reliability Through Technical Precision
Industrial reliability in 2026 isn’t just about routine maintenance; it’s about technical precision. Addressing lubrication management mistakes before they escalate into catastrophic failure can save Australian mining and power generation sites over A$150,000 in unplanned downtime per incident. Research shows that 80% of mechanical wear is caused by oil contamination. By implementing a reliability-centered program and ensuring oil sampling follows ISO 4021 standards, you eliminate the guesswork that leads to accelerated component wear.
BioKem provides the corrective interventions needed to reset your system’s baseline. As the exclusive Australian distributor for Filters S.p.A., we deliver world-class filtration technology directly to your site. Our team specializes in high-velocity hot oil flushing, a critical process for removing sub-micron varnish in complex systems. We offer onsite technical interventions nationwide to keep your operations running within strict Australian environmental and safety regulations.
Don’t let avoidable errors compromise your infrastructure’s lifespan. Contact BioKem today for a professional lubrication audit and onsite oil services. Your path to a more efficient, sustainable operation starts with a single technical reset.
Frequently Asked Questions
What is the most common lubrication mistake in industrial plants?
Over-greasing is the most frequent error, contributing to 40% of all premature bearing failures in Australian industrial facilities. When technicians apply too much grease, it leads to internal friction and heat buildup. This eventually causes seal failure and allows contaminants to enter the housing. Avoiding these common lubrication management mistakes requires precise volume control and a structured scheduling system to ensure equipment longevity.
How does varnish affect turbine performance?
Varnish acts as an insulating layer that traps heat and increases the operating temperature of turbine bearings by up to 15 degrees Celsius. These soft contaminants precipitate from the oil and coat internal surfaces; this leads to sticky valves and restricted oil flow. If left untreated, varnish causes 30% of unplanned turbine trips, resulting in significant operational downtime and increased maintenance costs for power generation assets.
Why is ISO 4406 important for lubrication management?
ISO 4406 is the global standard used to quantify particulate contamination levels, which is vital for maintaining hydraulic system health. By monitoring the three-part code, operators can identify when fluid exceeds the manufacturer’s cleanliness specifications. Reducing a cleanliness level from ISO 21/19/16 to 17/15/12 can extend the life of a hydraulic pump by 400%, proving that precise data is essential for effective asset management and avoiding lubrication management mistakes.
Can I just filter my oil instead of replacing it?
You can often extend the life of your oil through high-efficiency filtration instead of a full replacement. Implementing a kidney-loop system can remove 99% of particulate matter and moisture, which reduces the need for new oil purchases by 60%. This sustainable approach aligns with modern environmental standards and lowers the volume of waste hydrocarbons that require disposal. It’s a practical way to manage costs while protecting the ecosystem.
What is the difference between hot oil flushing and a standard oil change?
Hot oil flushing uses turbulent flow at temperatures around 65°C to dislodge contaminants that a standard oil change cannot reach. While a basic change only replaces the bulk fluid, high-velocity flushing removes 95% of the debris trapped in pipework and dead zones. This process ensures the system is truly clean before new oil is introduced, preventing the immediate degradation of the fresh lubricant by leftover particulates.
How often should I perform oil analysis on critical assets?
Critical assets require oil analysis every 500 to 1,000 operating hours to detect early signs of component wear. For high-value machinery like mining excavators or power turbines, a monthly sampling schedule is the industry benchmark. This proactive frequency allows maintenance teams to identify 85% of potential failures before they lead to a catastrophic breakdown. It’s a data-driven strategy that ensures operational reliability across your entire fleet.
What are the signs of lubricant incompatibility?
Visible foaming and sudden changes in oil viscosity are primary indicators that two incompatible lubricants have been mixed. This chemical reaction often produces a thick sludge or solid precipitates that block filters and starve bearings of oil. Incompatibility is one of the most destructive lubrication management mistakes, as it can reduce the load-carrying capacity of the lubricant by 50% within a few hours of operation.
How does the Australian climate impact industrial lubrication?
The Australian climate, particularly in regions like the Pilbara where temperatures exceed 45°C, accelerates the rate of lubricant oxidation. High ambient heat causes oil to thin and degrade twice as fast for every 10°C increase above its base operating temperature. Coastal humidity levels also lead to moisture ingress. This can reduce the fatigue life of a rolling element bearing by 75% if water content reaches 500 ppm.