
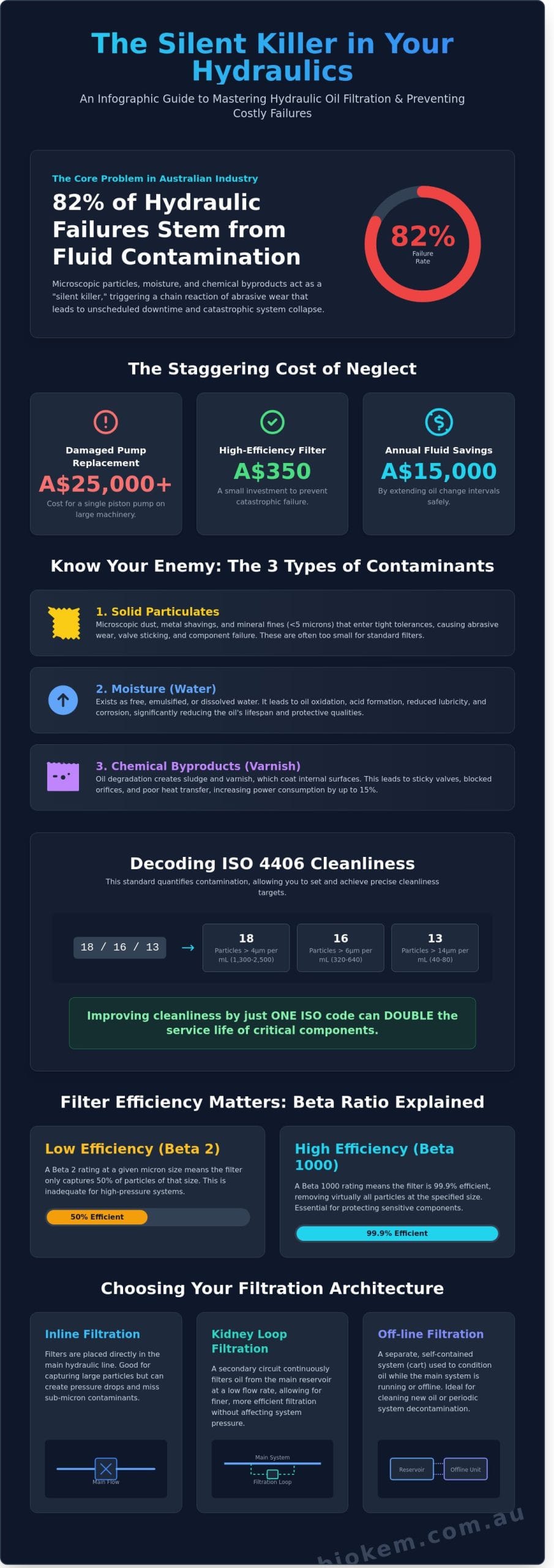
A 2023 industry analysis reveals that 82% of hydraulic component failures in Australian mining and manufacturing sectors stem directly from fluid contamination. You likely already know that keeping your systems within ISO 4406 cleanliness targets is the single most effective way to prevent unscheduled downtime and costly pump failures. However, standard filters often fail to capture the sub-micron particles and moisture that lead to varnish build-up and valve sticking. It’s a frustrating cycle that drives up maintenance costs and forces premature oil changes.
This comprehensive guide explains how to implement advanced hydraulic oil filtration technology to eliminate these contaminants and protect your high-value assets. You’ll discover how to achieve target ISO codes and extend the interval between oil changes; this reduces your environmental footprint while saving on A$15,000 annual fluid replacement costs. We will break down the specific technologies required to handle water and varnish, ensuring your critical machinery operates with peak efficiency and reliable longevity.
Key Takeaways
- Understand why microscopic particles act as a “silent killer” in industrial systems and how to identify the specific solid, liquid, and chemical contaminants threatening your machinery.
- Evaluate the performance differences between inline, kidney loop, and off-line hydraulic oil filtration architectures to determine the optimal configuration for maintaining high ISO cleanliness.
- Learn a structured two-step approach to establishing target cleanliness levels and calculating the precise flow rates required for your specific industrial assets.
- Discover why standard filtration often fails to address sub-micron varnish and dissolved water, and how targeted technologies prevent chain-reaction wear in sensitive valves.
- Explore how BioKem Oil Services integrates laboratory-grade analysis with onsite technical intervention to ensure long-term reliability and compliance with Australian regulatory standards.
The Critical Role of Hydraulic Oil Filtration in Asset Management
Hydraulic oil filtration is the systematic process of extracting solid particulates and liquid contaminants from hydraulic fluid to maintain system integrity. It isn’t just a maintenance chore; it’s a fundamental pillar of asset management. In high-pressure environments, microscopic particles act as a silent killer. These contaminants, often smaller than 5 microns, enter tight tolerances in pumps and valves to trigger a chain reaction of abrasive wear. This internal erosion creates even more debris, leading to total system collapse if left unmanaged.
The correlation between fluid cleanliness and the Mean Time Between Failures (MTBF) is direct and measurable. Industry data shows that 75% of hydraulic component failures stem from fluid contamination. By implementing a rigorous hydraulic oil filtration strategy, operators extend the functional life of expensive hardware. The economic argument is clear. Replacing a damaged piston pump on a large excavator can cost upwards of A$25,000, whereas a high-efficiency filter element might cost only A$350. Investing in filtration prevents the premature disposal of oil and reduces the environmental burden of hydrocarbon waste.
Decoding ISO 4406 Cleanliness Standards
The ISO 4406 standard uses a three-digit code to represent the number of particles per millilitre at three specific sizes: 4μm, 6μm, and 14μm. For example, a code of 18/16/13 means there are between 1,300 and 2,500 particles larger than 4μm. High-pressure systems operating above 210 bar require stricter targets, often 16/14/11, to protect sensitive servo-valves. Low-pressure systems might tolerate a 19/17/14 rating. Improving a system’s cleanliness by just one ISO code level can double the service life of critical components. Operators can monitor these levels accurately using particle monitoring tools to ensure compliance.
The Cost of Contamination in Australian Industry
Australian industrial sites face unique environmental challenges that compromise fluid health. In the Pilbara, airborne iron ore dust is pervasive, while coal fines dominate the Bowen Basin. These hard, abrasive minerals penetrate seals and breathers with ease. High humidity in tropical regions also introduces moisture, which leads to oil oxidation and the formation of acids. This chemical degradation saps energy efficiency in large-scale hydraulic presses, often increasing power consumption by 15% as internal leakage rises. Utilizing robust hydraulic oil filtration systems ensures that local operations meet Australian regulatory standards for waste reduction and operational safety. Maintaining clean oil isn’t just about performance; it’s about fulfilling ecological responsibilities by reducing the volume of waste oil sent for processing.
Types of Hydraulic Contamination and Targeted Solutions
Effective hydraulic oil filtration requires a move away from “passive” strategies, which only react to debris, toward “active” management. Contaminants fall into three primary categories: solid particulates, moisture, and chemical degradation products like varnish. Standard inline filters often fail to address dissolved water or sub-micron varnish, leaving systems vulnerable to component failure. Achieving total fluid health necessitates a multi-technology approach that targets each contaminant at its molecular level.
Particulate Filtration and Beta Ratings
Simple micron ratings don’t provide a complete picture of filter efficiency. You should look for the Beta Ratio, which measures the count of particles before and after the filter. A Beta 1000 rating indicates 99.9% efficiency at a specific micron size, whereas a Beta 2 rating is only 50% efficient. While cellulose media is cost-effective for basic applications, synthetic glass fibre offers superior dirt-holding capacity and structural integrity. Selecting specialist oil filters designed for high-efficiency depth filtration is essential for removing fine silt that causes abrasive wear in high-pressure Australian industrial environments.
Moisture Removal and Vacuum Dehydration
Water is the second most common cause of system failure. It exists in free, emulsified, and dissolved states. Emulsified water is particularly dangerous because it destroys lubricity and can accelerate oil oxidation by up to 10 times. While coalescing filters work efficiently for high-flow systems with low viscosity, they can’t touch dissolved water. Vacuum dehydration units are the gold standard here, as they remove 100% of free and 90% of dissolved water by boiling it off at low temperatures. This process preserves the oil’s additive package while ensuring the hydraulic oil filtration cycle maintains peak dielectric strength.
Varnish Mitigation and Chemical Cleaning
Thermal stress and high cycle rates lead to the formation of varnish, a sticky byproduct of oil oxidation. These sub-micron deposits settle on cool surfaces like servo valves and heat exchangers, causing sticking and erratic machine behaviour. Modern varnish removal systems restore oil chemistry by utilizing ion exchange or electro-magnetic technologies to pull these precursors out of the fluid. Comprehensive oil analysis must precede any varnish mitigation project to establish a baseline Membrane Patch Colorimetry (MPC) value. If you’re seeing unexpected downtime, it’s time to evaluate your fluid health with a professional patch test.
Comparing Filtration Methods: Inline, Kidney Loop, and Off-line
Selecting the right architecture defines the operational lifespan of your hydraulic components. While standard systems rely on full-flow filters, these often fail to meet the stringent ISO 4406 cleanliness codes required for modern, high-pressure machinery. Effective hydraulic oil filtration requires a multi-layered approach that balances immediate component protection with long-term fluid stability. Relying solely on one method often leaves the system vulnerable to silt build-up and varnish formation.
Pressure and Return Line Filtration
Inline filters act as the primary defense for specific hardware. Pressure line filters sit immediately downstream of the pump to protect sensitive valves and actuators from catastrophic failure. However, they face a major limitation; to prevent system starvation during cold starts or surges, these housings use bypass valves. When the valve opens, unfiltered oil circulates through the system. This “unloading” of captured contaminants can cause a 30% increase in component wear during a single cold start. High-pressure housings are essential for protecting servos, while low-pressure return line filters capture wear debris before it enters the reservoir.
- Pressure Line: Use for high-precision components where A$10,000+ valves are at risk.
- Return Line: Best for capturing internal wear particles before they settle in the tank.
- Bypass Risk: Standard inline filters don’t provide continuous cleaning when differential pressure peaks.
The Power of Kidney Loop Systems
Independent circulation loops, or kidney loop systems, operate regardless of the main machine’s activity. This independence allows for ultra-fine hydraulic oil filtration, often down to 1 or 3 microns, without causing parasitic pressure drops in the primary system. For large reservoirs or critical turbines, 24/7 polishing ensures the oil stays within specification regardless of the machine’s duty cycle. Integrating particle pal range sensors allows operators to monitor cleanliness in real-time. This proactive data prevents the accumulation of silt and varnish, extending oil life by up to 400% in many industrial applications.
Matching the method to the environment is critical for Australian operations. In harsh mining or agricultural settings, external ingression is high. A standard inline filter cannot keep up with the constant influx of dust. Continuous off-line purification provides the necessary stability to maintain the biological and chemical integrity of the fluid. It reduces the need for frequent oil changes and minimizes the environmental footprint of your operations. This approach aligns with modern sustainability goals by treating oil as an asset to be preserved rather than a consumable to be discarded.
Buying Guide: How to Select Hydraulic Filtration Equipment
Selecting effective hydraulic oil filtration systems requires a structured assessment of your operational environment. You shouldn’t simply choose a filter based on the port size of your machinery. Instead, follow these four technical steps to ensure long-term reliability and component protection.
- Step 1: Define ISO Cleanliness Targets. Identify your most sensitive component. High-pressure systems using servo valves often require an ISO 4406 target of 16/14/11 or cleaner. Standard gear pumps may only require 19/17/14.
- Step 2: Calculate Flow and Capacity. Filter housings must accommodate the maximum return flow of the system. Ensure the dirt-holding capacity aligns with your service intervals to avoid premature bypass.
- Step 3: Determine Mobility. Portable filtration carts offer flexibility for periodic “kidney loop” cleaning across multiple assets. Fixed installations provide continuous protection for critical, high-value machinery.
- Step 4: Assess Total Cost of Ownership. Consider the price of replacement elements, energy consumption, and the environmental cost of oil disposal. A cheaper housing often results in higher long-term expenditure through frequent consumable changes.
Key Technical Specifications to Demand
For critical Australian mining or industrial applications, demand a minimum Beta ratio of βx[c] ≥ 1000. This signifies 99.9% efficiency at the specified micron rating. Ensure the hardware is compatible with your specific fluid type, whether you’re using mineral oils, glycols, or specialized phosphate esters. Utilizing high-performance components from Filters S.p.A. ensures durability in harsh, high-vibration environments where standard filters often fail under pressure spikes.
Hire vs. Purchase: The Decision Framework
Equipment rental is the most logical choice for one-off decontamination projects or post-repair system cleaning. If your facility manages a fleet of assets, capital investment in permanent hydraulic oil filtration units pays for itself by extending oil life by up to 400%. For complex requirements such as hot oil flushing, the service-included model is superior. This approach combines high-flow hardware with expert technicians to meet strict Australian regulatory standards without the burden of maintaining specialized machinery in-house.
BioKem’s Authoritative Approach to Hydraulic Reliability
BioKem defines the standard for hydraulic oil filtration across Australia. We integrate laboratory-grade analysis with direct onsite technical intervention to maximize machine uptime. Our strategy focuses on the circular economy of industrial fluids. By using high-efficiency technologies and nature-based purification methods, we restore oil to its original specifications. This prevents the unnecessary disposal of thousands of litres of oil. It directly supports your facility’s sustainability targets while reducing operational overhead by up to 40% compared to traditional oil replacement cycles. We don’t just manage waste; we eliminate the need for it through technical precision.
Specialised Onsite Services
Proper commissioning of new hydraulic systems is vital for long-term reliability. BioKem employs hot oil flushing to remove “built-in” debris like metal shavings, silica, and welding scale. In a 2022 intervention for a Queensland mining operation, our high-velocity cleaning process extracted 3.8kg of contaminants from a newly installed circuit. This proactive service prevented a total system seizure. It saved the operator an estimated A$180,000 in emergency repair costs and lost production time. Our onsite teams ensure your system meets ISO cleanliness standards before the first pump starts.
Technical Support and Equipment Distribution
As a leading Australian distributor for premium filtration brands, BioKem provides more than just hardware. We offer the technical expertise to translate complex data into actionable maintenance plans. Our specialists interpret every filter ferrogram to identify specific metallic wear particles and their origins. This forensic approach allows managers to schedule repairs during planned shutdowns rather than reacting to sudden breakdowns. It’s a method that eliminates the guesswork from high-stakes maintenance. You can engage BioKem for a full system audit or secure specialized equipment through our hire fleet. Contact our technical team today to optimize your hydraulic reliability and fluid longevity.
Our commitment to Australian regulatory standards ensures your operations remain compliant while pushing the boundaries of fluid life extension. We don’t just fix problems; we engineer long-term ecological and operational health into your hydraulic circuits. By choosing BioKem, you’re partnering with an expert that values technical transparency and local industrial expertise.
Future-Proofing Your Industrial Assets with Advanced Fluid Management
Achieving peak operational efficiency requires more than a standard filter change. Industry data confirms that 80% of hydraulic system failures originate from fluid contamination, making a rigorous hydraulic oil filtration strategy essential for any Australian site. By integrating targeted solutions like high-velocity hot oil flushing or off-line kidney loop systems, you’ll significantly reduce the risk of catastrophic component failure. BioKem serves as the sole Australian distributor for Filters S.p.A., providing local access to world-class equipment designed for the harshest environments. Our team delivers comprehensive NATA-aligned oil analysis and reporting, ensuring your fluid cleanliness meets the precise ISO 4406 targets required for warranty compliance and asset longevity. This proactive approach doesn’t just protect your machinery; it supports your sustainability goals by extending oil life and reducing waste. We’re committed to helping you maintain a reliable, environmentally responsible operation that stands up to the demands of the modern industrial landscape.
Consult with BioKem Specialists for Your Hydraulic Filtration Needs
It’s time to elevate your maintenance standards and secure the long-term health of your hydraulic systems.
Frequently Asked Questions
How often should hydraulic oil be filtered?
You should filter hydraulic oil based on regular fluid analysis results, typically conducted every 500 to 1,000 operating hours. Continuous off-line hydraulic oil filtration, often called a kidney loop, provides the most consistent protection against particle ingress. By maintaining fluid cleanliness according to ISO 4406 standards, you’ll reduce the risk of unexpected component failure by 75% compared to systems relying only on standard return-line filters.
What is the most common cause of hydraulic oil contamination?
Particulate matter entering through breathers and cylinder rod seals accounts for 80% of hydraulic system failures in Australian industrial environments. New oil is also a major source, often arriving with a cleanliness level of ISO 21/19/16, which exceeds the requirements of modern high-pressure valves. Implementing a strict filtration protocol before oil enters the reservoir prevents these external contaminants from damaging sensitive internal components and seals.
Can filtration remove water from hydraulic oil?
Specialized filtration systems remove both free and emulsified water through vacuum dehydration or water-absorbing polymer media. Standard particulate filters won’t solve moisture issues; however, vacuum dehydrators can reduce water content to below 100 ppm. This process is vital for preventing oil oxidation and hydrogen embrittlement in bearings. It ensures your machinery maintains its ecological and operational efficiency without requiring a full oil change.
What is the difference between a micron rating and a Beta ratio?
A micron rating indicates the size of particles a filter can trap, while the Beta ratio measures its actual efficiency at that size. For example, a Beta 1000 rating means the filter captures 99.9% of particles at the specified micron level. Relying solely on a nominal micron rating is risky because it doesn’t guarantee a specific capture rate, potentially leaving 50% of harmful contaminants in the fluid.
Is it better to hire or buy hydraulic filtration equipment?
Buying equipment is a sound long-term investment for plants with continuous needs, with entry-level hydraulic oil filtration carts starting around A$4,800. For one-off system flushes or annual maintenance, hiring a professional unit for approximately A$380 per day is more cost-effective. Hiring gives you access to the latest biological-friendly technologies without the upfront capital expenditure or the ongoing maintenance costs associated with owning the hardware.
How do I know if my hydraulic system has varnish problems?
You can identify varnish through visible golden-brown deposits on valve spools or by conducting a Membrane Patch Colorimetry (MPC) test. An MPC value above 30 indicates a high risk of varnish-related sticking or solenoid failure. Because varnish is a soft contaminant, it often passes through standard filters. You’ll need specialized sub-micronic or electrostatic filtration to effectively clear the system and restore thermal stability to your oil.
What ISO cleanliness code do I need for my hydraulic system?
Most high-pressure systems using piston pumps and servo valves require a target cleanliness of ISO 16/14/11 or better. If your system operates below 140 bar, a code of ISO 18/16/13 might suffice. Adhering to these Australian industry benchmarks ensures that your equipment operates within manufacturer warranty specifications. It also minimizes the environmental impact of premature oil disposal and unnecessary component waste.
Does filtering hydraulic oil extend the life of the pump?
Effective filtration can extend the service life of a hydraulic pump by 200% to 400% by reducing abrasive wear on internal surfaces. Clean oil prevents the sandblasting effect that occurs when fine particles circulate at high velocities through tight tolerances. This proactive maintenance approach reduces your total cost of ownership. It also aligns with sustainable practices by decreasing the frequency of resource-intensive pump replacements and repairs.