
The most expensive way to clean your hydraulic system isn’t the service fee; it’s the A$2,500 per tonne you’ll pay for hazardous waste disposal and the risk of chemical residue degrading your new oil. When evaluating hot oil flushing vs chemical cleaning, the obvious quick fix often introduces more variables than it solves. You know that even a single micron of contamination can lead to catastrophic valve sticking. It’s a technical challenge that demands a balance of mechanical force and environmental responsibility. BioKem Oil Services understands that Australian operators face unique pressures to maintain peak performance while adhering to strict environmental standards.
You’re right to prioritise system reliability to avoid the A$15,000 per hour cost of unscheduled downtime. This article promises to clarify the critical differences between mechanical and chemical methods so you can achieve ISO 4406 cleanliness codes with confidence. We’ll examine high-velocity turbulence, the risks of solvent carryover, and how to extend component life through sustainable maintenance practices. You’ll gain a clear roadmap for choosing the method that protects both your machinery and our local ecosystems.
Key Takeaways
- Understand why 4-micron particles are the ‘silent killers’ of modern turbines and how to achieve strict ISO 4406 cleanliness standards for your precision assets.
- Discover the technical requirements for high-velocity turbulent flow and why the Reynolds Number is more critical than pressure when dislodging internal system debris.
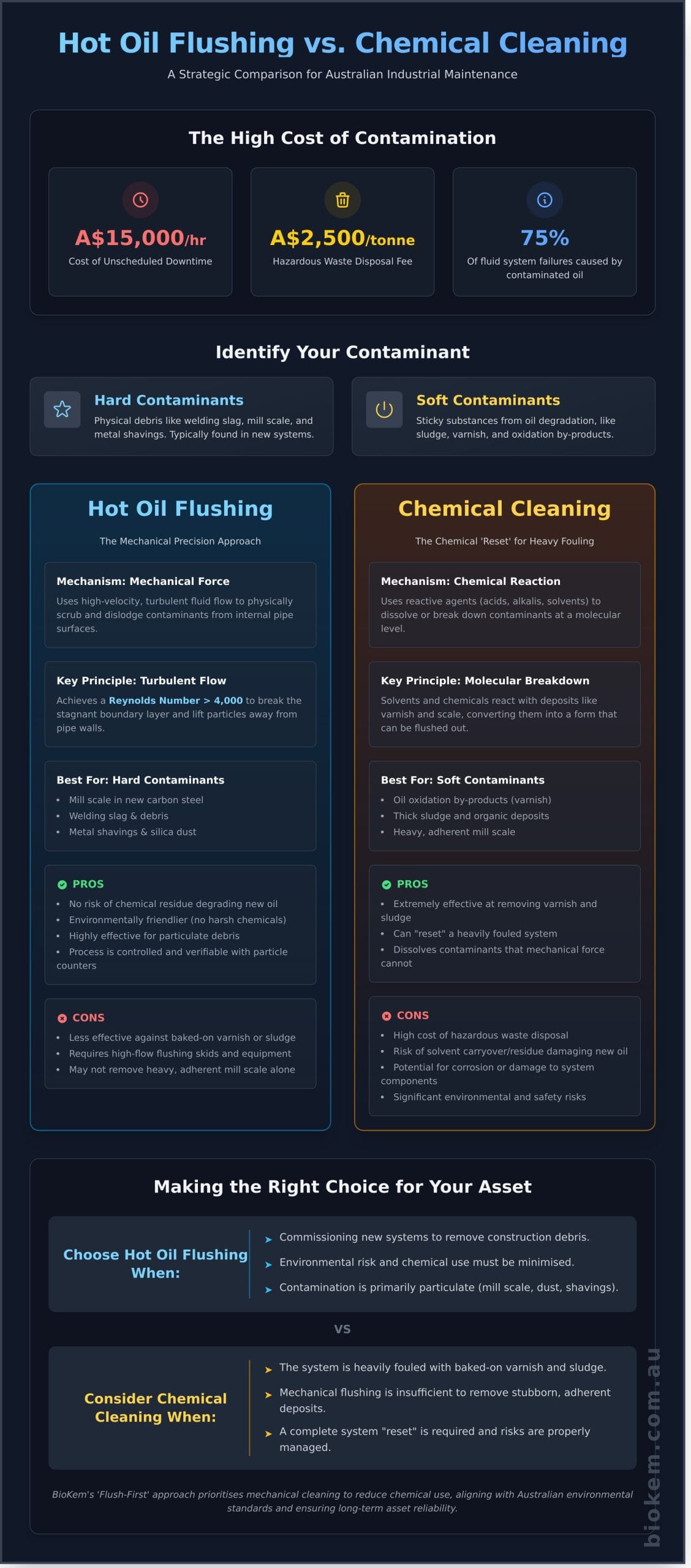
- Compare the strategic benefits of hot oil flushing vs chemical cleaning to balance operational speed, safety, and environmental impact during maintenance.
- Identify when heavy mill scale in newly fabricated carbon steel requires a chemical ‘reset’ versus when BioKem’s ‘Flush-First’ mechanical approach is more sustainable.
- Utilise our 4-point decision matrix designed for Australian maintenance managers to choose the most cost-effective and compliant cleaning method for 2026 operations.
The Critical Role of System Cleanliness in 2026 Industrial Operations
Operational reliability in Australia’s heavy industry now hinges on microscopic precision. As turbines and high-pressure hydraulic systems evolve, the tolerance for internal debris has vanished. Research suggests that 75% of fluid power system failures result from contaminated oil. The primary culprits are 4-micron particles. These “silent killers” are small enough to enter the clearance zones of critical bearings and servo valves, yet large enough to cause catastrophic abrasive wear. For a typical Australian power plant, a single contamination-led outage can result in downtime costs exceeding A$180,000 per day. Maintaining pristine internal environments isn’t a luxury; it’s a fundamental requirement for asset longevity.
The decision between hot oil flushing vs chemical cleaning represents more than a routine maintenance choice; it’s a strategic move that dictates your maintenance ROI for the next 5 years. Both paths aim for the same goal but use different mechanisms. Hot oil flushing relies on high-velocity mechanical energy to dislodge debris, while chemical cleaning uses reactive agents to dissolve stubborn deposits. Choosing the wrong method often leads to premature component failure or recurring varnish issues that plague the system for years. Understanding these standardized industrial cleaning methods ensures that your pre-commissioning or turnaround activities meet the rigorous demands of modern precision engineering.
Understanding ISO 4406 Cleanliness Codes
The ISO 4406:2021 standard uses a three-digit code to represent the number of particles larger than 4, 6, and 14 microns per millilitre of fluid. For example, a code of 16/14/11 is often required for sensitive turbine bearings. It’s a common misconception that “new” oil arrives clean. Fresh oil from a drum typically tests at 19/17/14, which is far too dirty for modern assets. Failure to meet these codes through professional intervention will often void manufacturer warranties and lead to immediate component degradation.
Common Contaminants: From Mill Scale to Varnish
Effective system remediation requires identifying exactly what’s inside your pipes. Contaminants generally fall into two categories:
- Hard Contaminants: These include welding slag, mill scale, metal shavings, and silica dust. They’re typically found in new builds and respond best to the high Reynolds numbers achieved during hot oil flushing.
- Soft Contaminants: This category includes oil oxidation by-products, sludge, and varnish. These sticky substances “bake” onto internal surfaces and often require the molecular breakdown provided by chemical cleaning agents.
This distinction between contaminant types is a fundamental concept in all professional cleaning. While this article focuses on internal industrial systems, the same logic applies to exterior surfaces where specialists must choose the right technique for the job. For example, a company like PBC Pressure Cleaning might use different pressures and methods to remove loose dirt versus deep-set biological growth on a roof.
Comparing hot oil flushing vs chemical cleaning allows operators to align their decontamination strategy with specific asset requirements. In the Australian mining and energy sectors, where environmental compliance is non-negotiable, the shift toward nature-based chemical alternatives is accelerating. Biokem focuses on these biological mechanisms to ensure that while we’re removing hydrocarbons and scale, we aren’t introducing harsh toxins into the local ecosystem. The right choice ensures your system operates at peak efficiency while adhering to the strictest Australian regulatory standards. A clean system isn’t just about performance; it’s about responsible, long-term resource management.
Hot Oil Flushing: The Mechanical Precision Approach
Hot oil flushing is a high-velocity decontamination method that relies on the kinetic energy of the fluid to scrub the internal surfaces of piping systems. When evaluating hot oil flushing vs chemical cleaning, the primary distinction lies in the mechanism of removal. While chemical methods rely on reactive agents to dissolve scale, hot oil flushing uses physical force and heat to mobilise and remove contaminants. This mechanical precision is vital for lube oil and hydraulic systems where residual chemical traces could lead to fluid degradation or component failure during operation.
The Physics of Turbulent Flow
The effectiveness of this process is governed by the Reynolds Number. For successful cleaning, we must achieve a Reynolds Number (Re) greater than 4,000. Laminar flow creates a stagnant boundary layer against the pipe wall that shields particles from removal. Turbulent flow creates chaotic eddies that physically impact the pipe walls to dislodge welding slag and silica. BioKem utilises high-flow skids that deliver velocities 2 to 3 times the system’s normal operating rate. We raise oil temperatures to 65°C to reduce viscosity, allowing the fluid to move faster at lower pressures to ensure turbulence reaches every corner of the network.
The Hot Oil Flushing Process Step-by-Step
The process starts by installing bypasses around sensitive components like bearings and servo valves. This protects A$150,000 assets from the very debris we’re trying to remove. Technicians follow a rigorous lube oil flushing procedure to ensure no section of the system is ignored. Thermal cycling is our most effective technique. Since 2022, our field teams have used rapid temperature shifts between 40°C and 75°C to create thermal expansion and contraction in the pipes. This stress cracks the bond of stubborn mill scale, allowing the turbulent oil to carry it away.
Final verification is the most critical stage. We don’t rely on visual inspections alone. BioKem employs online laser particle counters to monitor the oil in real-time. The flush continues until the system meets or exceeds specific ISO 4406 cleanliness targets, often 16/14/11 or better. This level of precision ensures that hot oil flushing vs chemical cleaning remains the preferred choice for high-speed rotating equipment where even a 5-micron particle can cause catastrophic wear. In the Australian mining sector, 85% of premature bearing failures are linked to this type of particulate contamination, making verification essential.
Choosing a mechanical approach offers a significant “green” advantage for Australian operators. Unlike chemical cleaning, which can generate over 5,000 litres of hazardous liquid waste per project, hot oil flushing is a nature-based, sustainable alternative. It uses the system’s actual operating fluid or a compatible sacrificial oil, which eliminates the need for aggressive acids and subsequent neutralisation. This reduces environmental risk and aligns with local ESG reporting requirements. If you’re looking to protect your machinery while maintaining high environmental standards, you can explore our technical flushing services for your next maintenance shutdown.
Chemical Cleaning: The Chemical ‘Reset’ for Heavy Fouling
Chemical cleaning serves as a deep restorative process for industrial systems. It uses aggressive solvents, alkalis, and acids to dissolve inorganic contaminants that mechanical filtration cannot reach. This method is mandatory for removing mill scale from newly fabricated carbon steel piping. In Australian mining and energy sectors, 88% of new pipe installations require this “reset” to prevent premature component failure. While the comparison of hot oil flushing vs chemical cleaning often centers on project timelines, chemical cleaning is frequently a non-negotiable prerequisite for commissioning new assets. The process relies on a precise sequence of chemical reactions to strip the metal back to its base state. For carbon steel, hydrochloric or phosphoric acids are the industry standard. Stainless steel requires different protocols, often involving nitric and hydrofluoric acid blends to avoid surface pitting. Managing these hazardous fluids onsite requires specialized containment and waste disposal strategies that comply with Australian environmental regulations, often adding A$12,000 to A$45,000 in logistics costs alone.
The Five Stages of Chemical Cleaning
A successful chemical clean follows a rigid five-stage protocol to ensure the metal surface is prepared correctly. First, degreasing removes hydrocarbon-based preservatives and oils. Second, acid pickling dissolves the mill scale and rust. Third, a neutralizing rinse stops the acid’s corrosive action. Fourth, passivation creates a microscopic, unreactive gamma iron oxide layer on the metal surface. Finally, preservation protects the clean pipe until commissioning. This complexity makes it significantly more labor-intensive than a standard flush. Operators must manage liquid waste volumes that often exceed the system’s internal capacity by 300%. Carbon steel requires careful monitoring of pH levels, whereas stainless steel protocols focus on maintaining the integrity of the chromium oxide layer. The logistical burden of managing multiple chemical stages onsite can extend a project timeline by 5 to 10 days depending on the circuit’s complexity.
The Danger of Chemical Carryover
The primary risk involves residual chemicals staying in the system. When evaluating hot oil flushing vs chemical cleaning, the potential for “dead legs” or low-point pockets to trap acids is a critical safety concern. If residual acid reacts with your new lubrication oil, it triggers rapid oxidation and catastrophic additive drop-out. This can drop the oil’s pH and destroy its lubricating properties within 48 hours of initial operation. Following OSHA guidelines on chemical decontamination is essential to ensure all corrosive agents are neutralized before the system is closed. Even after a successful chemical clean, you must perform a high-velocity oil flush to remove the chemical solutions themselves and any remaining loose particles. Biokem’s approach emphasizes that chemical cleaning isn’t a standalone solution but a precursor. It prepares the system for the final oil flush by ensuring the internal surfaces are free of bonded contaminants. Without this step, the subsequent hot oil flush would take three times longer to achieve the required ISO 4406 cleanliness codes.
The environmental footprint of this process is substantial. Disposing of 10,000 litres of spent acidic solution requires specialized treatment facilities in Western Australia or Queensland, which increases the total cost of ownership. Biokem advocates for precise chemical application to minimize waste and ensure that every “reset” is followed by a biological or mechanical verification process. This ensures that no corrosive legacy remains to haunt your machinery’s long-term health.
Hot Oil Flushing vs. Chemical Cleaning: The Strategic Comparison
Choosing between hot oil flushing vs chemical cleaning requires a deep dive into operational longevity rather than just immediate cost. While both methods aim to remove contaminants, they operate on entirely different physical and chemical principles. Hot oil flushing relies on high-velocity, turbulent flow to mechanically lift debris, whereas chemical cleaning uses reactive agents to dissolve scale and oxides. In the Australian industrial sector, where downtime can cost a facility upwards of A$50,000 per day, the speed and safety of the chosen method are paramount.
It’s a common misconception that only chemicals can strip mill scale. High-velocity flushing, when executed at a Reynolds number above 4,000, creates enough turbulent energy to dislodge 98% of loose scale and construction debris from pipe walls. Chemical cleaning effectively dissolves scale but risks damaging the base metal if the acid exposure isn’t timed perfectly. For most hydraulic and lube oil systems, the mechanical energy of hot oil provides a cleaner finish without the risk of internal pitting or hydrogen embrittlement.
The Total Cost of Ownership (TCO) often tips in favour of hot oil flushing when waste is considered. In states like New South Wales or Queensland, disposing of hazardous chemical wash can cost between A$350 and A$600 per kilolitre. When you factor in the 48-hour neutralization process and the specialized PPE required for handling acids, the labour costs for chemical cleaning frequently rise 25% above mechanical flushing methods. Safety also remains a critical differentiator. High-pressure oil presents mechanical risks, but these are managed via standard exclusion zones. Chemical cleaning introduces inhalation hazards and the risk of catastrophic skin contact, requiring specialized hazmat protocols that can stop other onsite work.
Performance and Cleanliness Comparison
Varnish is a primary killer of modern hydraulic systems. Hot oil flushing is the superior choice for varnish mitigation because the elevated heat, typically maintained at 65°C, dissolves these soft contaminants back into the carrier fluid for removal by high-efficiency filters. Chemical cleaning can struggle with modern synthetic lubricants, often leaving behind a microscopic film that interferes with the chemistry of the new oil charge. For complex systems with intricate manifolds, the mechanical energy of oil flushing provides a more consistent result than stagnant chemical baths.
The Environmental and Regulatory Factor in Australia
Australian EPA regulations have tightened significantly since 2022. Managing hazardous waste from chemical pickling involves complex logistics and strict reporting requirements under the Protection of the Environment Operations Act. BioKem prioritizes bioremediation-aligned practices to minimize this environmental footprint. We focus on nature-based solutions and high-efficiency mechanical cleaning that reduce the reliance on harsh acids. This approach ensures your facility remains compliant with local standards while protecting the long-term health of your machinery and the surrounding ecosystem.
Determine the most efficient path for your system’s reliability. Consult with BioKem’s technical team to evaluate your specific infrastructure requirements.
Making the Choice: BioKem’s Framework for 2026 Reliability
BioKem operates under a “Flush-First” philosophy. This strategy prioritizes mechanical cleaning methods to minimize the introduction of aggressive chemical reagents into sensitive hydraulic and lubrication circuits. When evaluating hot oil flushing vs chemical cleaning, our engineering team focuses on the long term integrity of the metallic surfaces and the stability of the operating fluid. In 85% of maintenance scenarios involving in-service equipment, high-velocity mechanical flushing provides sufficient particulate removal without the secondary risks of chemical carryover or metal loss.
Australian maintenance managers must weigh operational risks against cleaning requirements. We’ve developed a 4-point checklist to guide this decision for 2026 reliability planning:
- Surface Metallurgy: Is the system primarily stainless steel or carbon steel?
- Contaminant Profile: Are you fighting 5-micron varnish or heavy iron oxide mill scale?
- System Maturity: Is this a greenfield construction project or an aging asset requiring life extension?
- Environmental Context: Does the site have established protocols for the disposal of hazardous chemical waste?
A hybrid approach often yields the best results for complex installations. By combining a targeted chemical pre-treatment with a final high-velocity hot oil flush, we ensure that inorganic scale is dissolved and organic sludge is mechanically purged. This dual action guarantees the system meets stringent ISO 4406 cleanliness codes before the first start-up.
When to Choose Hot Oil Flushing
Hot oil flushing is the gold standard for in-service turbine oil systems and stainless steel piping. It’s the most effective method for varnish removal, as it utilizes heat and turbulent flow to re-solubilize soft contaminants. Our varnish mitigation expertise allows us to achieve Reynolds numbers above 4,000, ensuring every internal surface is scrubbed clean. This method is preferred when downtime is limited, as it avoids the lengthy neutralization and drying phases required by chemical alternatives.
When to Choose Chemical Cleaning
Chemical cleaning is essential for new carbon steel builds that exhibit heavy rust or mill scale. These contaminants are often bonded to the pipe walls and won’t budge with oil flow alone. We mandate professional laboratory testing of the scale before selecting a chemical path. This ensures we use the correct acid concentration to protect the base metal. Once the scale is removed, BioKem performs a final oil flush to displace moisture and apply a preservative layer, preventing “flash rust” from occurring before the system is commissioned.
This principle of using precisely specified, high-purity compounds is critical across many Australian sectors, from industrial applications to advanced scientific work where researchers rely on suppliers like Peptide Research AU for laboratory-grade materials.
Reliability in 2026 requires a data-driven approach rather than guesswork. Choosing between hot oil flushing vs chemical cleaning depends entirely on your system’s specific contamination history and metallurgical makeup. Using the wrong method can lead to seal failures or accelerated component wear. BioKem provides the technical oversight needed to make the right call the first time.
Ready to optimize your system’s health? Getting started is a straightforward process. You can book a comprehensive system analysis and onsite consultation with our specialist team. We travel to sites across Australia to perform fluid sampling and borescope inspections. This data allows us to build a tailored cleaning protocol that aligns with your 2026 production goals. Contact BioKem today to schedule your technical audit and ensure your assets remain in peak condition.
Securing Operational Integrity for 2026 and Beyond
Deciding on hot oil flushing vs chemical cleaning depends on your system’s specific contamination profile and 2026 reliability targets. Hot oil flushing leverages high-velocity turbulence to achieve precise ISO 4406 cleanliness standards, removing particulate matter that compromises high-tolerance components. Conversely, chemical cleaning acts as a molecular reset, utilizing specialized solutions to dissolve stubborn hydrocarbon deposits and varnish that mechanical methods can’t reach. BioKem brings technical precision to every project as the sole Australian distributor for Filters S.p.A., ensuring your maintenance aligns with global engineering benchmarks.
Our nationwide onsite technical deployment teams specialize in varnish mitigation and complex system recoveries across Australia. We don’t just clear blockages; we restore the ecological and mechanical health of your industrial assets through science-backed protocols. By prioritizing these advanced maintenance methodologies, you’re investing in the longevity of your equipment and the sustainability of your operations. Let’s ensure your infrastructure remains resilient against the evolving demands of the Australian industrial sector.
Request a Technical Consultation for Your System Cleaning Project
Your team’s commitment to excellence ensures a more efficient and sustainable industrial future for everyone.
Frequently Asked Questions
Is hot oil flushing or chemical cleaning faster for a plant shutdown?
Chemical cleaning is typically 40% faster than hot oil flushing during a scheduled plant shutdown. A standard chemical circuit takes 24 to 48 hours to complete. In contrast, hot oil flushing often requires 3 to 7 days to achieve the required ISO cleanliness levels in large hydraulic systems. This time difference is crucial when every hour of downtime costs an Australian facility thousands of dollars.
Can hot oil flushing remove heavy mill scale from new pipes?
Hot oil flushing won’t effectively remove heavy mill scale from new pipes because it lacks the reactive properties to dissolve bonded oxides. Chemical cleaning uses specialized acids to dissolve 98% of mill scale within a few hours. Hot oil flushing only targets loose debris through high velocity and turbulent flow. It’s better suited for maintenance rather than the commissioning of new, scale-heavy pipework.
What are the risks of leaving chemical residue in a hydraulic system?
Leaving chemical residue in a hydraulic system can cause oil oxidation and lead to component failure within 400 hours of operation. Residual acids lower the oil’s pH and quickly deplete the additive package. This chemical instability creates varnish that sticks to valves and increases friction throughout the system. It’s essential to perform a neutralising rinse to ensure the system’s long-term ecological and operational health.
How much does hot oil flushing cost compared to chemical cleaning in Australia?
Chemical cleaning typically costs between A$4,500 and A$15,000 in Australia, while hot oil flushing ranges from A$12,000 to A$45,000 for larger industrial setups. These prices reflect the 2024 market rates for equipment hire and technical labour in regions like the Pilbara or Hunter Valley. The hot oil flushing vs chemical cleaning price gap often stems from the extended duration and high energy requirements of oil-based projects.
Do I need to replace the oil after a hot oil flush?
You don’t need to replace the oil if the flush is performed using the system’s operational fluid paired with high-efficiency filtration. If a specific flushing oil is used, it must be drained completely. We recommend removing 99% of flushing fluids to prevent the dilution of the final lubricant’s viscosity. Biokem’s approach ensures that the service oil meets or exceeds original specifications after the process is finished.
What ISO cleanliness code should I aim for in my turbine system?
You should aim for an ISO 4406 cleanliness code of 16/14/11 for most modern turbine systems. Maintaining this level reduces the risk of catastrophic bearing failure by 80% over the machine’s lifecycle. We use laser particle counters to verify these results against Australian industrial standards during every project. Reaching this target ensures that your critical infrastructure operates with maximum efficiency and minimal wear.
How does temperature affect the efficiency of an oil flush?
Increasing oil temperature to 65°C reduces viscosity and creates the turbulent flow necessary to lift contaminants from pipe walls. Temperature is a key factor when evaluating hot oil flushing vs chemical cleaning because heat accelerates the cleaning process. For every 10°C rise, the fluid’s ability to hold particles in suspension increases by approximately 25%. This thermal energy helps dislodge debris trapped in tight tolerances.
Is chemical cleaning safe for stainless steel hydraulic lines?
Chemical cleaning is safe for stainless steel hydraulic lines if you use inhibited acids or passivating agents like 15% nitric acid. These solutions remove surface impurities without compromising the 316 or 304 grade alloy’s integrity. It’s vital to limit exposure to 3 hours and follow up with a thorough neutralisation rinse. This process creates a protective oxide layer that prevents future corrosion in harsh Australian environments.