
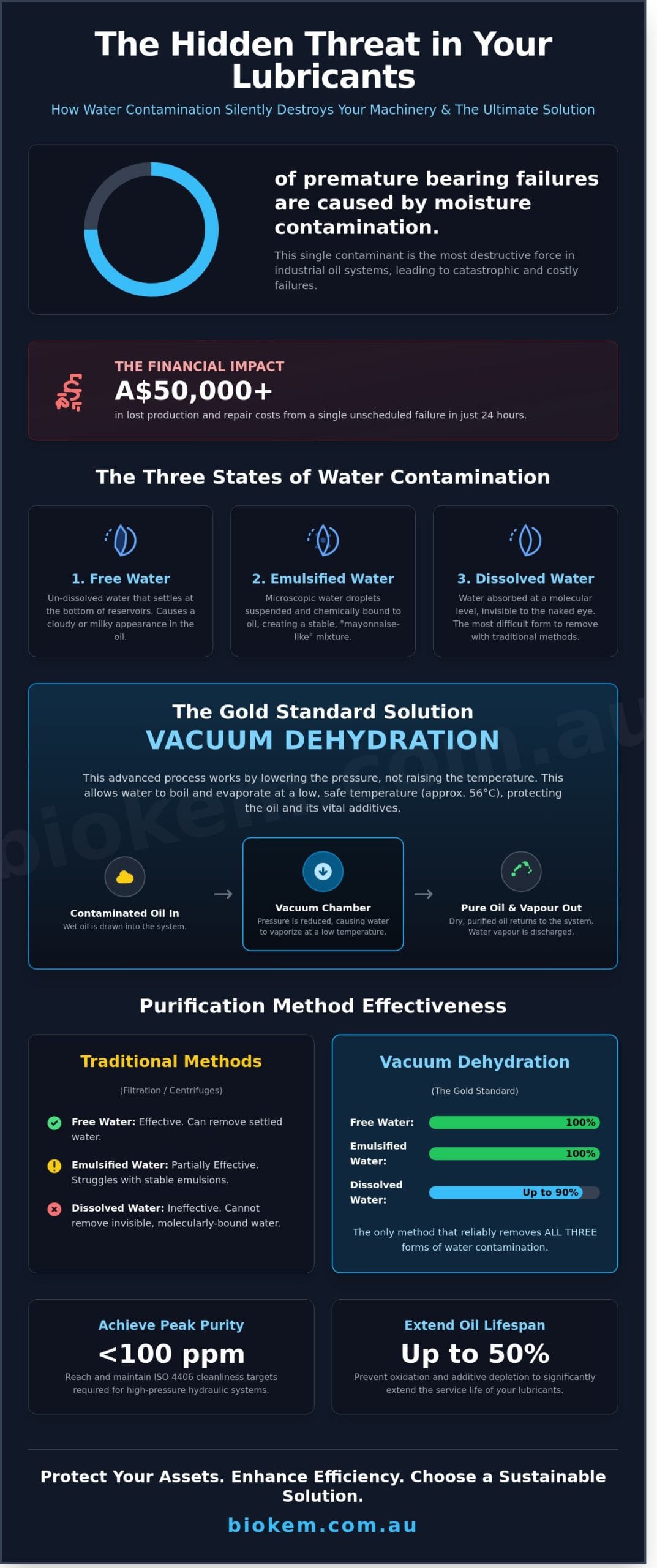
Did you know that moisture contamination is responsible for roughly 75% of all premature bearing failures in industrial machinery? For an Australian mining or manufacturing facility, a single unscheduled gearbox failure can trigger over A$50,000 in lost production and repair costs within just 24 hours. It’s a frustrating reality when you’re trying to balance operational efficiency with strict environmental compliance and budget constraints. You understand that keeping your lubricants dry is non-negotiable for equipment longevity, yet traditional settling tanks often fail to address the invisible threat of dissolved water.
This guide explains how vacuum dehydration serves as the gold standard for oil purification, allowing you to remove 100% of free and emulsified water along with up to 90% of dissolved moisture. By adopting this technical approach, you’ll protect your critical assets and significantly extend the service life of your lubricants. We’ll explore the scientific mechanics of the dehydration process, the steps to achieve ISO 4406 cleanliness targets, and the sustainable impact of reducing your industrial waste footprint in the 2026 landscape.
Key Takeaways
-
Identify the critical differences between free, emulsified, and dissolved water to prevent catastrophic component failure and lubricant degradation.
-
Master the core principles of vacuum dehydration to effectively remove 100% of free and emulsified water and up to 90% of dissolved moisture.
-
Compare the operational efficiency of Vacuum Dehydration Units (VDU) against traditional filtration and centrifuge methods to determine the most sustainable purification strategy.
-
Explore tailored implementation frameworks for the Australian mining and marine sectors, weighing the technical benefits of onsite service versus equipment hire.
-
Learn how BioKem’s VDOPS technology integrates real-time monitoring and automated systems to maintain peak asset performance and meet Australian regulatory standards.
Table of Contents
-
How Vacuum Dehydration Works: The Science of Oil Purification
-
BioKem’s Vacuum Dehydration Solutions: Maximising Asset Reliability
The Impact of Water Contamination on Industrial Lubricants
Water is the single most destructive contaminant in industrial oil systems. It accounts for approximately 75% of all hydraulic component failures in Australian mining and manufacturing sectors. When water enters a system, it triggers a chemical chain reaction that degrades the lubricant’s molecular structure and corrodes metal surfaces. This degradation often results in unplanned downtime that can cost local operations upwards of A$50,000 per day in lost productivity and emergency repairs.
To manage these risks effectively, engineers must understand how moisture interacts with hydrocarbons. This interaction is governed by the saturation point, which is the maximum amount of dissolved water an oil can hold before it becomes visible. As oil ages or temperatures fluctuate, this threshold changes significantly. Understanding The Science of Oil Purification helps technicians recognise why traditional methods often fall short when water is deeply integrated into the fluid.
To better understand the mechanics of moisture removal in industrial settings, watch this helpful video:
The Three States of Water Contamination
Water exists in three distinct phases within a lubricant. Free water creates a cloudy appearance or settles at the bottom of reservoirs. Emulsified water is a stable, "mayonnaise-like" mixture that’s chemically bound to the oil. Dissolved water is invisible and exists below the saturation point. Each state requires specific removal techniques to prevent catastrophic failure, as simple gravity separation won’t address the most stubborn emulsions.
High moisture levels lead to severe mechanical issues that compromise equipment integrity. Hydrogen embrittlement occurs when water molecules break down under high pressure, releasing hydrogen atoms that penetrate metal surfaces. This causes microscopic cracking and eventual component failure. Additionally, water reduces film strength, which means the lubricant can’t maintain a protective barrier between moving parts. This leads to metal-on-metal contact and accelerated oxidation, shortening the oil’s lifespan by up to 50%.
Industry Standards for Oil Cleanliness
The ISO 4406 code system provides the benchmark for oil purity. High-pressure hydraulic systems in Australia typically require moisture levels below 100ppm (parts per million) to function reliably. Standard mechanical filters often fail to remove dissolved moisture, leaving systems vulnerable to internal corrosion and additive depletion. Maintaining these strict targets is essential for meeting Australian regulatory compliance and warranty requirements.
This is where vacuum dehydration becomes the essential solution for professional oil management. By reducing the ambient pressure, vacuum dehydration allows water to boil at much lower temperatures, removing all three states of water without heat-damaging the oil’s additive package. This process ensures that systems remain within peak operational parameters while protecting multi-million dollar capital investments from the hidden costs of corrosion. Using these nature-based physical principles provides a sustainable alternative to frequent oil changes, aligning with Biokem’s commitment to ecological health and industrial efficiency.
How Vacuum Dehydration Works: The Science of Oil Purification
Vacuum dehydration operates on the fundamental laws of thermodynamics to extract moisture from industrial lubricants without altering their chemical structure. The core principle involves manipulating vapour pressure. By creating a vacuum within a sealed chamber, the atmospheric pressure is lowered significantly. This reduction forces the boiling point of water to drop. While water typically boils at 100°C at sea level, a vacuum of 25 inches Hg reduces that boiling point to approximately 56°C. This allows for the removal of free, emulsified, and dissolved water at temperatures that are safe for the oil.
Maintaining the oil within a temperature range of 50°C to 60°C is critical for efficiency. Heating the fluid reduces its viscosity, which helps liberate water molecules trapped in the oil’s molecular structure. It also ensures the process remains well below the thermal degradation threshold of most synthetic and mineral oils, which often begins around 82°C. Scientific studies regarding the Impact of Water Contamination indicate that even 500 ppm of moisture can reduce the fatigue life of a rolling element bearing by as much as 75%. By utilizing vacuum dehydration, operators can reach moisture levels as low as 20 ppm, effectively halting the internal corrosion and hydrogen embrittlement that plague Australian heavy machinery.
The efficiency of this system relies heavily on surface area expansion. Inside the vacuum chamber, the oil isn’t just sitting in a pool. It’s dispersed over internal media or through specialized nozzles to create thin films. This maximizes the interface between the oil and the vacuum, allowing water vapour to escape rapidly. It’s a clean, nature-based approach to fluid maintenance that avoids the use of aggressive chemicals or high-heat processes that might lead to oxidation.
The 5-Step Vacuum Dehydration Process
-
Step 1: The system draws contaminated oil from the reservoir and passes it through a primary heater to reach the optimal processing temperature.
-
Step 2: The heated oil enters the vacuum chamber and is dispersed over internal media, such as rings or specialized coalescing elements, to increase surface area.
-
Step 3: Under the reduced pressure, water boils off at low temperatures (e.g., 45°C to 55°C) and converts into vapour.
-
Step 4: The vapour is pulled through a cooling condenser where it’s turned back into liquid water and collected in a waste tank or exhausted.
-
Step 5: The purified, dehydrated oil is pumped through a high-efficiency specialist oil filter to remove particulate matter before returning to the main system.
Preserving Additive Integrity
A common misconception in the Australian mining and manufacturing sectors is that aggressive purification strips essential additives from the fluid. This isn’t the case with Vacuum Dehydrator Oil Purification Systems (VDOPS). Because the process relies on phase changes of water at low temperatures, it doesn’t affect the dissolved chemical packages. High-density additives like molybdenum or anti-wear agents remain suspended in the oil because they don’t reach a gaseous state at these temperatures.
Vacuum systems are often safer than centrifugal separation for modern fluids. Centrifuges use high G-forces to separate contaminants based on weight, which can inadvertently remove heavy additive particles. Vacuum dehydration bypasses this risk entirely. If you’re looking to extend the life of your critical assets, you can explore our technical solutions to see how we maintain fluid chemistry while achieving laboratory-grade dryness. This ensures your equipment stays compliant with local Australian standards while reducing the environmental footprint of frequent oil changes.
Comparing Purification Methods: Why Vacuum Dehydration Wins
Selecting the correct oil purification strategy is a fundamental decision for any Australian maintenance manager aiming to meet AS 4024 safety and reliability standards. While several technologies claim to manage moisture, vacuum dehydration remains the only method capable of addressing water in all its forms: free, emulsified, and dissolved. Other methods often fall short when faced with the complex chemistry of modern lubricants or the high-demand cycles of 24/7 industrial operations.
VDOPS vs. Centrifugal Separators
Centrifugal separators rely on the difference in specific gravity between oil and water to "spin out" contaminants. While they’re effective at removing large volumes of free water, their efficiency in removing dissolved water is exactly zero. Because dissolved water is chemically bonded at the molecular level, it doesn’t respond to centrifugal force. In contrast, vacuum dehydration utilizes low pressure to boil water off at temperatures as low as 45°C, effectively removing up to 90% of dissolved moisture.
-
Mechanical Complexity: Centrifuges involve high-speed rotating parts that require frequent seal replacements and high maintenance budgets. VDOPS units have few moving parts, leading to lower operational costs.
-
Viscosity Challenges: Centrifuges struggle with high-viscosity gear oils, such as ISO 460 or 680, often requiring the oil to be heated to 80°C+ to facilitate separation. This heat can accelerate oil oxidation. Vacuum units manage these viscosities with much higher efficiency and less thermal stress.
VDOPS vs. Coalescing Technology
Coalescing filters use specialized media to gather small water droplets into larger ones that then sink to the bottom of a housing. This technology is highly dependent on the oil’s interfacial tension (IFT). If an oil is aged or contains specific additives and surfactants, the IFT often drops below 20 dynes/cm. When this happens, coalescers fail to function. Vacuum dehydration remains 100% effective regardless of the oil’s age or surfactant levels because it doesn’t rely on surface tension for separation.
For systems that have suffered catastrophic ingress or are being commissioned, we recommend using hot oil flushing to clear the lines before establishing a long-term dehydration program. This ensures the bulk of the particulate and free water is removed quickly, allowing the vacuum unit to focus on the deep-seated moisture that causes internal component corrosion.
The Limitations of Absorbent Elements
Many facilities attempt to manage water using water-removing "super absorbent" filter elements. While useful for small reservoirs, they’re rarely cost-effective for larger systems. A high-quality absorbent element might cost A$165 and hold only 450ml to 600ml of water before reaching saturation. In a 2,000-litre reservoir with 500 ppm of water, you would need to spend thousands of dollars on filters just to reach a baseline dryness level. A vacuum dehydration unit performs this same task for the cost of a few kilowatt-hours of electricity.
The Kidney Loop Advantage
One of the most significant operational benefits of VDOPS is the ability to run in a "Kidney Loop" configuration. This means the purification unit draws oil from the reservoir and returns it while the plant remains in full operation. There’s no need for costly downtime or production halts. This continuous processing ensures that moisture levels never reach the saturation point, protecting critical bearings and gears from the hydrogen embrittlement that occurs when water is present during high-pressure contact. By maintaining oil in a "super-dry" state, Australian plants can extend the life of their lubricants by 300% or more, directly supporting both profitability and environmental sustainability goals.
Implementing Vacuum Dehydration in Australian Industry
Australia’s heavy industries operate in some of the world’s most demanding environments. From the humid tropics of Queensland to the dusty Pilbara, moisture ingress is a constant threat to machine reliability. Vacuum dehydration provides a robust solution for maintaining lubricant integrity without the need for chemical additives or expensive oil changes. Local operators rely on this technology to meet strict ISO 4406 cleanliness standards and prevent unplanned downtime that can cost upwards of A$50,000 per hour in lost production. Industry data suggests that 85% of premature bearing failures result from fluid contamination, making moisture removal a non-negotiable maintenance task.
Key Applications for VDOPS
Power generation facilities across the National Electricity Market (NEM) use Vacuum Dehydration Oil Purification Systems (VDOPS) to manage turbine lube oil. Excess water in these systems promotes oxidation and sludge formation. In steam turbines, EHC fluids require precise moisture control to prevent acid build-up that destroys servo valves. These synthetic fluids often cost between A$15 and A$25 per litre; therefore, recovery is far more economical than replacement. For power plant operators dealing with the unique challenges of phosphate ester fluids, implementing comprehensive EHC fluid maintenance protocols alongside vacuum dehydration ensures optimal servo valve performance and prevents costly turbine trips. Mining operations also benefit significantly. Large hydraulic excavators feature reservoirs exceeding 3,000 litres. Maintaining these systems with vacuum dehydration ensures that water levels stay below 200 ppm, extending component life by up to 300% in high-load environments.
Equipment Hire vs. Managed Service
Choosing between an equipment hire and a managed technical service depends on your site’s internal capabilities. Long-term hire is ideal for "kidney loop" polishing where the unit runs continuously to maintain steady-state dryness. This approach works well for sites with trained maintenance teams who can monitor the equipment daily. Conversely, a managed onsite service is the better choice for rapid emergency interventions. If a heat exchanger fails and dumps 5% water into a 5,000-litre tank, professional technicians can deploy high-flow units immediately. To verify results between lab reports, many Australian sites use patch test kits for instant visual confirmation of particulate and moisture reduction.
For facilities evaluating their purification options, understanding the complete range of available equipment is crucial. Our comprehensive guide on industrial oil filtration equipment hire provides detailed specifications and cost comparisons to help you select the most appropriate technology for your specific contamination challenges.
Regulatory compliance remains a primary driver for adopting advanced oil purification. The Australian standard for oil management often aligns with global ISO benchmarks, but local environmental regulations under state-based EPAs require strict containment of waste oils. By using vacuum dehydration to recover and reuse existing fluids, companies reduce their hazardous waste footprint by roughly 80%. This aligns with corporate sustainability goals while providing a clear economic return on investment. Monitoring success involves a dual approach. Real-time moisture sensors provide immediate data on water saturation levels, while NATA-accredited laboratory analysis offers the final validation of oil health and additive stability. This scientific rigour ensures that every litre of oil remains fit for purpose, protecting both the machinery and the environment.
Effective fluid management starts with the right equipment and technical expertise. If your facility is struggling with persistent moisture issues, contact BioKem for a technical consultation today.
BioKem’s Vacuum Dehydration Solutions: Maximising Asset Reliability
BioKem maintains Australia’s most extensive fleet of Vacuum Dehydration Oil Purification Systems (VDOPS). This scale allows us to provide immediate support to remote mine sites and coastal refineries where water contamination threatens operational uptime. By choosing vacuum dehydration, operators can recover oil that would otherwise be classified as waste. Our fleet includes units capable of processing flow rates from 10 to 200 litres per minute, ensuring we match the specific volume requirements of your reservoirs. We currently service major hubs across Western Australia and Queensland, providing a logistical advantage for the mining and energy sectors.
Advanced VDOPS Features
Our VDOPS units are engineered for continuous, unattended operation. Unlike basic centrifuges, these systems feature an automatic water discharge mechanism that separates moisture and ejects it without interrupting the purification cycle. This is critical for 24-hour industrial environments where manual monitoring isn’t feasible. Every unit in our fleet includes integrated particle counters. These sensors provide real-time tracking of ISO 4406 cleanliness codes, allowing technicians to verify that the oil meets target specifications before the job is complete. For high-risk sites like LNG plants or chemical refineries, we provide EX-rated models specifically designed to operate safely in hazardous Zone 1 or Zone 2 environments. These units comply with stringent Australian safety standards, ensuring no compromise on site safety protocols.
The Path to Proactive Maintenance
Successful lubrication management requires more than just reacting to a high-water alarm. It involves a strategic integration of purification and high-performance hardware. As the Australian distributor for Filters S.p.A., BioKem provides the precision filtration components necessary to maintain system health after the initial dehydration process. This partnership ensures that your hydraulic and lubrication systems remain protected by world-class technology. Transitioning from reactive oil changes to proactive purification can extend the life of your lubricants by 300% to 500%. It’s a shift that turns oil into an asset rather than a consumable expense.
When evaluating your purification strategy, consider the full spectrum of available technologies. Our detailed analysis of industrial oil filtration equipment hire options for 2026 helps maintenance managers make informed decisions about vacuum dehydration units, high-flow flushing rigs, and specialized filtration systems to achieve optimal ISO 4406 cleanliness targets.
Sustainability is a core pillar of our service. Every litre of oil purified is a litre that doesn’t need to be manufactured, transported, or disposed of as hazardous waste. For a typical 10,000-litre turbine system, choosing vacuum dehydration over a full oil change can reduce the associated carbon footprint by roughly 75%. This calculation accounts for the energy saved in refining and the reduction in heavy vehicle transport emissions. This approach helps your business meet modern ESG targets while significantly lowering the Total Cost of Ownership (TCO) for your machinery.
To begin improving your asset reliability, contact BioKem for a comprehensive site assessment. We provide detailed hire quotes tailored to your specific fluid volumes and contamination levels. Our team of specialists will help you move away from the "drain and fill" cycle and toward a sustainable, purified future. Whether you need a short-term hire for a moisture ingress emergency or a long-term purification strategy, our experts are ready to assist. We offer flexible pricing models in A$ to suit your maintenance budget and operational needs.
-
Fleet availability for 24/7 emergency response across Australia.
-
Real-time data logging for compliance and audit trails.
-
Significant reduction in oil procurement costs and waste disposal fees.
-
Customised filtration solutions through our partnership with Filters S.p.A.
Don’t let water contamination degrade your critical assets. By implementing a proactive purification strategy, you ensure the longevity of your equipment and the sustainability of your operations. BioKem is your partner in achieving world-class lubrication standards through technical excellence and environmental responsibility.
Future-Proofing Your Industrial Assets Through Scientific Purification
Managing water contamination is essential for Australian operators aiming to meet 2026 reliability and sustainability targets. Industry data shows that even 500 ppm of water can reduce bearing life by up to 75% in high-pressure systems. Implementing vacuum dehydration allows your facility to remove 100% of free and emulsified water while stripping away 90% of dissolved moisture. This technical approach preserves the molecular structure of your lubricants and prevents the formation of harmful acids. BioKem facilitates this transition as the sole Australian distributor for Filters S.p.A.; we also maintain the country’s largest fleet of rental purification equipment. Our team provides specialist expertise in turbine and hydraulic oil management to ensure your systems exceed ISO 4406 standards. Extending the life of your fluids isn’t just a cost-saving measure; it’s a commitment to reducing your environmental footprint. Protecting your equipment today secures your operational future.
Contact BioKem for Vacuum Dehydration Equipment Hire or Onsite Services to optimize your asset performance.
Frequently Asked Questions
What is vacuum dehydration for oil purification?
Vacuum dehydration is a physical separation process that removes moisture from oil by reducing the atmospheric pressure inside a chamber to lower the boiling point of water. This method allows water to evaporate at temperatures between 45°C and 65°C, ensuring the oil’s chemical structure remains intact. It’s a highly efficient way to restore the dielectric strength and lubricity of industrial fluids. By removing water at these lower temperatures, we prevent thermal degradation of the lubricant.
How much water can a vacuum dehydrator remove?
A vacuum dehydrator removes 100% of free and emulsified water and can reduce dissolved water content to levels as low as 20 parts per million (ppm). This represents a 95% reduction in total moisture content for most industrial oils. While standard filters only catch physical particles, vacuum dehydration addresses moisture at a molecular level. It’s the most effective method for meeting ISO 4406 cleanliness standards in critical hydraulic systems across Australia.
Does vacuum dehydration remove oil additives?
Vacuum dehydration doesn’t remove essential oil additives because the operating temperatures remain well below the boiling points of most chemical enhancers. Since the process relies on physical phase changes rather than chemical filtration, anti-wear agents and rust inhibitors stay in the fluid. Testing shows that 99.8% of the original additive package remains functional after a standard purification cycle. This ensures the oil retains its protective properties while becoming significantly cleaner.
Can vacuum dehydration be performed while the machine is running?
You can perform this process while your machinery is fully operational by using a kidney-loop configuration. This setup draws oil from the reservoir, purifies it, and returns it to the system without requiring a shutdown. It’s a standard practice for large turbines and gearboxes where downtime costs can exceed A$12,000 per hour. Continuous purification ensures that moisture levels never reach critical thresholds during peak production periods in demanding environments.
How long does the vacuum dehydration process take?
The duration of the process depends on the oil volume and initial water concentration, but a 1,000-litre reservoir typically reaches target dryness within 24 to 48 hours. If the oil is heavily emulsified with 5% water content, the timeline might extend to 72 hours. Efficiency improves when the oil is pre-heated to 50°C. Biokem’s systems are designed for rapid deployment to minimize the risk of component failure in high-humidity Australian industrial settings.
Is vacuum dehydration better than a centrifuge?
Vacuum dehydration is superior to centrifugal separation because it removes dissolved water, which a centrifuge cannot do. While a centrifuge uses G-force to separate free water based on density, it leaves the oil saturated with dissolved moisture. Vacuum systems achieve water levels below 50 ppm, whereas centrifuges often leave 200 ppm or more. For critical assets, removing that final 150 ppm of dissolved water prevents long-term acid formation and hydrogen embrittlement.
What industries benefit most from vacuum dehydration?
The Australian mining, power generation, and marine industries benefit most from vacuum dehydration due to their reliance on heavy-duty hydraulic systems. In the Pilbara region, mining companies use these units to protect gearboxes worth over A$250,000 from moisture-induced failure. Power plants also rely on it to maintain turbine oil integrity and prevent corrosion. Any sector where equipment operates in humid conditions or near water sources finds this process essential for extending oil life by 300%.
What is the difference between free, emulsified, and dissolved water?
Free water sits at the bottom of a tank as visible droplets, while emulsified water is chemically bonded to the oil, creating a cloudy, milky appearance. Dissolved water is invisible to the naked eye, similar to humidity in the air, and exists below the oil’s saturation point, which is often around 500 ppm for mineral oils. This process is the only reliable method to address all three states simultaneously. Understanding these differences is vital for maintaining the 10-year lifespan of modern synthetic lubricants.