
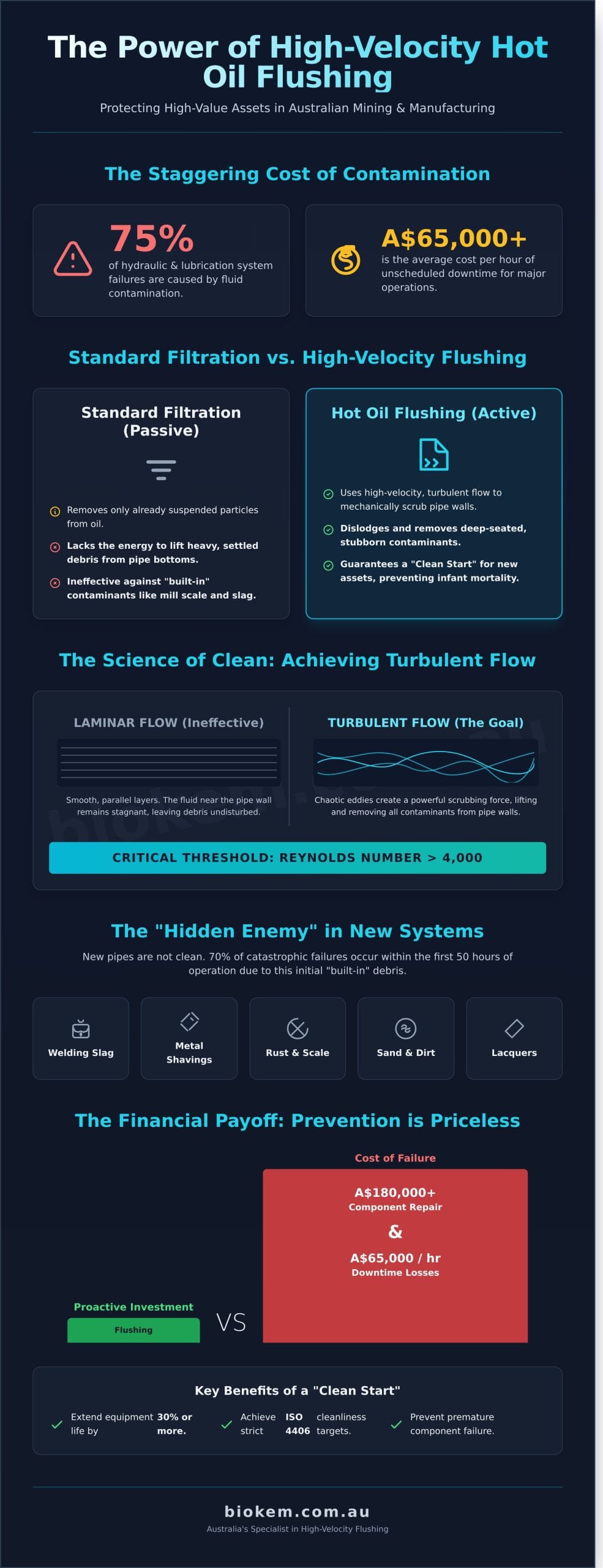
Recent industry reports from 2024 indicate that 75% of hydraulic and lubrication system failures in Australian mining and manufacturing are caused by fluid contamination. It’s a staggering figure that often results in unscheduled downtime costing upwards of A$65,000 per hour for major operations. When you’re managing high-value machinery, you understand that even sub-micron particles or varnish buildup in critical valves can lead to catastrophic component failure. This is why hot oil flushing has become the gold standard for maintaining system integrity and long-term operational reliability.
We agree that protecting your capital investment while meeting environmental standards is a complex balancing act. This guide shows you how high-velocity hot oil flushing removes deep-seated contaminants to protect your multi-million dollar assets and achieve strict ISO 4406 cleanliness targets. You’ll discover the technical processes used to ensure a clean start for new installations and how to extend the working life of your equipment by 30% or more. We’ll walk through the 2026 best practices for turbulent flow cleaning, Australian regulatory compliance, and the technical mechanisms that prevent premature wear.
Key Takeaways
- Understand the “Clean Start” philosophy and why high-velocity hot oil flushing is essential for commissioning new industrial assets to prevent premature failure.
- Learn how to calculate the Reynolds Number to ensure turbulent flow effectively scrubs sub-micron contaminants from internal pipework surfaces.
- Distinguish between physical particulate removal and chemical varnish mitigation to select the most efficient intervention for your system’s lifecycle.
- Navigate the logistical requirements for remote site mobilization across WA, QLD, and NT while ensuring full compliance with Australian environmental and OHS standards.
- Discover how leveraging specialized Filters S.p.A. hardware provides a high-performance, sustainable solution for maintaining multi-million dollar industrial assets.
What is Hot Oil Flushing and Why is it Critical for Heavy Industry?
Hot oil flushing serves as a high-velocity decontamination procedure that utilizes turbulent fluid flow to strip internal pipework of stubborn debris. Unlike standard fluid circulation, this process forces oil through the system at velocities significantly higher than those encountered during normal operation. The primary objective is to achieve a specific Reynolds number, typically exceeding 4,000, to ensure the flow is turbulent enough to dislodge particles clinging to the inner walls of the pipes. In the Australian mining and energy sectors, this is a non-negotiable step for ensuring long-term asset reliability.
Adopting a “Clean Start” philosophy is essential for any new industrial installation. It’s a common misconception that new pipes are clean. During fabrication and transit to remote sites like those in the Pilbara or the Hunter Valley, pipework accumulates various pollutants. Applying Contamination control principles during the pre-commissioning phase prevents these built-in pollutants from entering sensitive components. This proactive approach ensures that the system meets ISO 4406 cleanliness codes before the first litre of operational oil is ever pumped.
Distinguishing between simple oil filtration and high-velocity hot oil flushing is vital for maintenance managers. Standard filtration is a passive process that removes suspended particles from the oil during steady-state operation. It doesn’t, however, have the energy required to lift heavy solids sitting at the bottom of horizontal pipe runs. Flushing is a dynamic, mechanical cleaning action. The financial implications of ignoring this distinction are severe. A single contaminated bearing in a large-scale steam turbine can lead to repair costs exceeding A$180,000, not including the massive losses associated with unplanned downtime, which often reaches A$50,000 per hour in high-output facilities.
The Hidden Enemy: Internal Pipework Debris
Internal surfaces of new or modified pipework house a variety of “hidden” threats. These include welding slag, metal shavings, rust, sand, and protective lacquers used during shipping. Standard system pumps are designed for laminar flow and lack the power to move these heavy particulates. If left inside, these contaminants migrate to the most delicate parts of the system. Statistics from hydraulic component manufacturers indicate that 70% of catastrophic failures occur within the first 50 hours of operation due to this initial “built-in” debris. This “infant mortality” of equipment is entirely preventable through rigorous flushing protocols.
The Role of Heat in Contaminant Release
Heat acts as a catalyst for effective cleaning by manipulating the physical properties of both the fluid and the pipework. Raising the oil temperature to between 60°C and 80°C induces thermal expansion in the metal pipes, which helps crack and loosen brittle mill scale and baked-on manufacturing residues. Simultaneously, heat reduces the oil’s viscosity. Thinner oil moves faster and enters a turbulent state more easily, allowing for a more aggressive scrubbing action on the internal surfaces. Safety remains paramount during this stage; technicians must use high-temperature rated hoses and ensure all seals are compatible with the elevated thermal loads to prevent leaks or flash-point risks in the workshop or on-site.
The Science of Clean: Velocity, Turbulence, and the Reynolds Number
Effective hot oil flushing depends on fluid dynamics rather than simple volume. While standard system pumps maintain operational flow, they rarely generate the velocity needed for deep decontamination. Laminar flow occurs when fluid moves in predictable, parallel layers. In this state, the oil acts as a lubricant rather than a cleaner. The fluid layer directly touching the pipe wall stays almost stagnant, allowing silt and metallic debris to remain undisturbed. To strip these layers, we must achieve turbulent flow, where chaotic eddies create the mechanical force required to suspend and transport particulates.
The success of this process hinges on the Reynolds Number, a dimensionless value that predicts flow patterns within a pipe. Industry standards and technical studies on the physics of pipe flushing confirm that a Reynolds Number of 4,000 or higher is the critical threshold for removing surface-bound contaminants. BioKem’s engineering team calculates these requirements for every project, ensuring our external high-flow pumps deliver the energy needed to reach every corner of the infrastructure. By exceeding system design limits by 200% or more, we ensure that even heavy hydrocarbons and microscopic wear elements are successfully evacuated.
Calculating Flow Rates for System Decontamination
Determining the correct flow rate requires a precise analysis of the pipe’s internal diameter and the oil’s kinematic viscosity. The Reynolds Number formula (Re = Vd/ν) guides our pump selection for every Australian site. Since viscosity decreases as temperature rises, heating the fluid is essential to lowering the resistance to turbulence. We identify the largest bore pipe in your circuit, typically the return header, and size our equipment to ensure that specific section reaches the target velocity. The Reynolds Number threshold for industrial flushing is 4,000+ for guaranteed turbulence.
The Hot Oil Flushing Procedure Step-by-Step
A systematic approach ensures safety and efficiency during the decontamination process. We begin by isolating sensitive components like bearings, actuators, or control valves using custom-fabricated bypass loops. This prevents dislodged debris from damaging critical hardware during the high-velocity phase. Next, we heat the oil to a range between 50°C and 70°C. This temperature is optimal for reducing viscosity without compromising the oil’s chemical integrity or triggering premature oxidation. High-velocity circulation then commences through our external filtration units, which utilize 3-micron absolute-rated elements to capture suspended solids.
Verification is the final, vital stage of the procedure. We don’t guess the results; we measure them using calibrated laser particle counters. We monitor the fluid in real-time until it meets the specified ISO 4406 cleanliness codes, such as 16/14/11 or better. This data-driven approach provides a transparent record of system health for your maintenance logs. If your facility requires a certified cleanliness report for insurance compliance or new machinery commissioning, our fluid management specialists can provide the necessary documentation and technical support to ensure your assets are protected.
Hot Oil Flushing vs. Varnish Mitigation: Choosing the Right Intervention
Distinguishing between physical contamination and chemical degradation is critical for maintaining hydraulic and lubrication system integrity. While hot oil flushing focuses on removing hard particulates like welding slag, rust, and metal shavings through high-velocity turbulent flow, varnish mitigation addresses “soft” contaminants. These sub-micron deposits form when oil oxidises, creating a sticky residue that coats internal surfaces. Choosing the wrong method leads to recurring failures and wasted capital.
Operators should prioritise a flush during the commissioning of new builds, after major component repairs, or following a catastrophic pump failure. This process ensures the system meets industry standards for system flushing, specifically the ASTM D6439-23 guidelines which BioKem strictly follows. Conversely, varnish mitigation is an ongoing strategy for operational systems. It targets the precursors of sludge before they solidify. In many Australian industrial environments, the most effective recovery plan begins with a comprehensive hot oil flushing procedure to reset the system baseline, followed by a dedicated varnish removal program to maintain fluid health.
Identifying Varnish in Turbine Systems
Varnish often remains invisible during standard ISO 4406 particle counts because the contaminants are smaller than 1 micron. You’ll likely notice sluggish servo-valve responses or a 5 to 10 degree Celsius rise in bearing temperatures before a lab report confirms the issue. Standard mechanical filters cannot capture these polar molecules. BioKem employs specialised resin-based technologies and chemical cleaning agents that attract and sequester these precursors. This prevents them from baking onto hot metal surfaces and causing critical trips in power generation or mining assets.
Cost-Benefit Analysis: Flush vs. Fluid Replacement
Pouring A$40,000 worth of new synthetic oil into a system contaminated with varnish or debris is a poor investment. The fresh oil acts as a solvent, stripping old deposits from pipe walls and immediately saturating the new fluid’s additive package. This often leads to filter plugging within the first 48 hours of operation. The ROI of a professional flush is found in extended component life and reduced unscheduled maintenance. In the Australian mining sector, where a single day of downtime at a Tier 1 iron ore site can cost upwards of A$2.8 million in lost production, the upfront cost of a flush is negligible compared to the risk of a system-wide failure. Investing in clean infrastructure ensures that every litre of oil delivers its full service life, protecting both the machinery and the bottom line.
Planning Your Onsite Service: Australian Standards and Logistics
Executing a successful hot oil flushing program in Australia requires more than just technical skill; it demands rigorous logistical planning and a deep understanding of regional environmental constraints. For operations in remote regions like the Pilbara in WA or the Bowen Basin in QLD, mobilization involves transporting multi-tonne filtration skids over 2,000 kilometres. Asset managers planning for the 2026 maintenance shutdown cycle must account for these lead times now to ensure specialized equipment is available during peak demand periods. Mobilization costs for a full-scale rig to a remote site can range from A$12,000 to A$25,000 depending on the fleet size and site access requirements.
Compliance with Australian OHS and environmental regulations is the foundation of our onsite methodology. Handling thousands of litres of industrial lubricants carries inherent risks to local ecosystems. We strictly adhere to AS 1940:2017, which governs the storage and handling of flammable and combustible liquids. BioKem prioritizes ecological health by utilizing self-contained, double-walled bunding systems that prevent hydrocarbon escape into the soil. We also manage all waste tracking through EPA-approved documentation, ensuring that every litre of waste oil is accounted for and moved toward appropriate bioremediation or recycling facilities.
Site Readiness and Technical Requirements
External flushing rigs require substantial infrastructure to operate at peak efficiency. Most high-flow heaters require a 415V, 63A three-phase power supply to maintain the turbulent flow necessary for effective cleaning. Sites must provide clear, level hardstand areas for 20-foot containerized units. If your lubrication system is located in a confined space, technicians must hold current AS 2865 certifications to ensure safety. Waste management is equally critical; sites should prepare 1,000-litre IBCs or arrange for vacuum trucks to facilitate the rapid removal of contaminated fluids before the hot oil flushing process concludes.
Verification and Reporting: ISO 4406 Standards
We measure success through the ISO 4406:99 cleanliness code. Achieving a target like 16/14/11 means reducing the particle count per millilitre to specific thresholds across 4, 6, and 14-micron ranges. For example, a 16/14/11 code indicates between 320 and 640 particles larger than 4 microns are present. While onsite laser particle counters provide real-time data to guide the hot oil flushing process, final warranty sign-offs require NATA-accredited laboratory analysis. This dual-layer approach ensures your 2026 restart is backed by empirical data rather than estimates. Learn more about our Lab Testing and Analysis to see how we validate these results for your critical assets.
Integrating these technical requirements into your long-term maintenance strategy prevents the 15 percent cost blowout often associated with poor site preparation. Our reporting provides a transparent audit trail, detailing flow rates, temperature logs, and particle count trends throughout the duration of the service. This documentation is essential for maintaining OEM warranties on high-value turbines and gearboxes.
Proper planning reduces downtime by up to 30 percent during major turnarounds. Secure your spot in the 2026 schedule by contacting our team for a site-specific logistics assessment today.
BioKem Oil Services: Australia’s Specialist in High-Velocity Flushing
BioKem Oil Services operates as the technical benchmark for high-velocity hot oil flushing within the Australian industrial landscape. We don’t just move fluid; we engineer cleanliness. Our position as the exclusive Australian distributor for Filters S.p.A. provides our clients with access to high-performance hardware that meets ISO 4406 standards consistently. This partnership ensures that every rig we deploy utilizes high-beta ratio filtration elements capable of capturing sub-micron particulates that standard maintenance filters often miss.
This commitment to sourcing the best components globally is a mark of quality, a principle that applies beyond industry. For example, in the wellness space, connoisseurs who want to buy green hojary frankincense seek out premium products directly from its origin in Oman.
We operate a fleet of custom-built flushing rigs designed specifically for Australia’s demanding climate and remote site requirements. These units deliver flow rates exceeding 4,500 litres per minute, which is essential for achieving the Reynolds Number required for turbulent flow in large-bore piping. By prioritizing oil purification over wholesale disposal, we’ve helped our Tier-1 mining and energy clients reduce their oil waste volumes by 82% on average since 2019. This “green” approach isn’t just about ethics; it’s a calculated strategy to lower Total Cost of Ownership (TCO) by extending the life of expensive synthetic lubricants.
Our commitment to authoritative excellence is backed by a team of lubrication engineers who understand the nuances of fluid dynamics. We focus on a circular oil economy where contaminants are removed and the base oil is restored to “better than new” cleanliness levels. This methodology eliminates the logistical nightmare of transporting thousands of litres of waste oil across the Outback, replacing it with onsite technical precision that keeps assets in peak condition.
Why BioKem is the Preferred Partner for Critical Assets
BioKem’s technical portfolio includes successful commissions and maintenance projects for GE, Siemens, and Mitsubishi turbines across Australia’s power generation sector. We replace harsh, volatile chemical cleaners with sustainable, biological alternatives that utilize microbial action to digest hydrocarbons. This nature-based approach ensures 100% compliance with local environmental regulations while protecting the internal metallurgy of your assets. Our onsite technical support teams are available for nationwide deployment, ensuring that regional sites in the Pilbara or the Hunter Valley receive the same level of expertise as metropolitan facilities.
Getting Started with Your Flushing Project
Successful lubrication management begins with a detailed technical proposal. Our engineers analyze your system’s volume, pipe diameters, and current particulate count to develop a bespoke scope of work. When critical system failures occur, our emergency mobilization team can be onsite within 24 to 48 hours to prevent prolonged downtime. We provide transparent reporting, including before-and-after particle counts and moisture analysis, to verify the success of every project. If you’re ready to optimize your machinery’s reliability, contact us to schedule a technical hot oil flushing consultation with our Australian team today.
Securing Your Industrial Asset Integrity for 2026 and Beyond
Industrial reliability in 2026 demands precision maintenance that exceeds basic filtration. Achieving a Reynolds number above 4,000 is essential to ensure turbulent flow removes 100% of internal particulates from your critical circuits. BioKem integrates NATA accredited analysis into every project, providing verifiable data that meets strict Australian regulatory standards. As an authorized Filters S.p.A. distributor, we deploy advanced high-velocity equipment that often reduces traditional flushing timelines by up to 30%.
Our nationwide Australian mobilization ensures your site receives specialist support, whether you’re operating in the Pilbara or the Hunter Valley. Proactive hot oil flushing protects multi-million dollar turbines and hydraulic systems from premature wear and unexpected downtime. We prioritize ecological health by utilizing efficient, high-yield processes that minimize waste oil generation. Partnering with a specialist ensures your systems operate at peak efficiency while adhering to local environmental mandates. It’s time to transition from reactive repairs to engineered cleanliness.
Request a Technical Proposal for Hot Oil Flushing
We look forward to helping you achieve a cleaner, more sustainable operational future.
Frequently Asked Questions
How long does a typical hot oil flush take for a large turbine?
A typical hot oil flush for a large turbine takes between 24 and 72 hours to complete. This timeframe depends on the system’s total oil volume, which often exceeds 10,000 litres, and the initial contamination levels detected. BioKem technicians monitor the Reynolds number to ensure turbulent flow, maintaining a target velocity of 2 to 3 metres per second until the oil meets specified cleanliness standards.
Can hot oil flushing be performed while the system is running?
You cannot perform hot oil flushing while the system is operational. The process requires bypassing sensitive components like bearings and valves to prevent damage from dislodged debris. We schedule these services during planned shutdowns or turnarounds to ensure safety. This approach ensures 100% of the pipework is cleaned without risking the integrity of your critical machinery or causing unplanned mechanical failures.
What ISO cleanliness level should I target for my hydraulic system?
Most high-pressure hydraulic systems in Australia target an ISO 4406 cleanliness level of 16/14/11 or better. For critical components like servo valves, we often aim for 14/12/9 to prevent premature wear and sticking. Achieving these levels reduces component failure rates by up to 80%. Our onsite laser particle counters provide real-time verification that your fluid meets these exact technical specifications before we sign off.
Is hot oil flushing necessary for new equipment installations?
Yes, hot oil flushing is essential for new equipment installations to remove built-in contaminants like welding slag, metal shavings, and preservative coatings. Approximately 70% of early-life hydraulic failures stem from particles left behind during manufacturing or assembly. Performing a flush before the first start-up protects your capital investment and satisfies OEM warranty requirements for initial fluid purity in Australian industrial environments.
What is the difference between high-velocity flushing and kidney-loop filtration?
High-velocity flushing uses turbulent flow to dislodge and remove solid particles from pipe walls, whereas kidney-loop filtration only cleans the oil currently in the reservoir. While kidney-looping is a useful maintenance task, it lacks the 4,000+ Reynolds number needed to strip away adhered contaminants. Flushing is a restorative process; filtration is a preventative one. Both are necessary but serve different stages of the equipment lifecycle.
Absolutely. Think of it like high-performance engine tuning. Just as you wouldn’t expect a race car to perform optimally with a clogged exhaust or contaminated fuel lines, industrial machinery cannot meet performance targets with dirty internal pipework. The principles of maximizing flow and removing contaminants to unlock potential are universal. For those interested in how these concepts apply in the automotive world, you can explore Custom Vehicle Tuning to see similar principles at work on a different scale.
Is there a simpler analogy to understand the importance of internal system cleanliness?
How does BioKem handle waste oil and environmental compliance during a flush?
BioKem manages all waste oil through EPA-licensed transporters to ensure 100% compliance with Australian environmental regulations. We prioritise the recovery and recycling of hydrocarbons, often diverting 95% of waste from landfills. Our team provides full documentation and certificates of disposal. This helps your facility maintain its ISO 14001 environmental management certification while adhering to local state-based waste tracking requirements.
Can hot oil flushing remove varnish from my system?
Hot oil flushing effectively removes varnish when combined with specific chemical cleaning agents and temperatures between 60°C and 70°C. Varnish is a soft contaminant that sticks to internal surfaces, but the high-velocity turbulent flow breaks these molecular bonds. By removing these deposits, we improve heat transfer efficiency and prevent valves from sticking. This process significantly extends the service life of your lubricants and internal components.
What equipment does BioKem provide for onsite flushing in remote areas?
BioKem provides containerised flushing rigs and trailer-mounted mobile units specifically designed for remote Australian mining and energy sites. These rigs feature 1,500 LPM pumps and integrated heating systems capable of handling 415V power supplies. We’ve deployed these units to the Pilbara and Bowen Basin, ensuring that even the most isolated facilities have access to Tier 1 technical expertise and high-performance equipment without logistical delays.